Task
Piezoelectric sensors are used to monitor the multi-stage cross-section reduction of a steel wire in a dry drawing plant. This is a system consisting of several drawing dies (forming) with dry lubrication (surfactant). After each drawing stage, the wire solidifies (strain hardening). The friction behaviour changes considerably. The drawing tool and the lubricant supply must be adapted for each stage. In the ideal lubrication condition, mixed friction prevails. This can be distinguished acoustically from static or liquid friction.
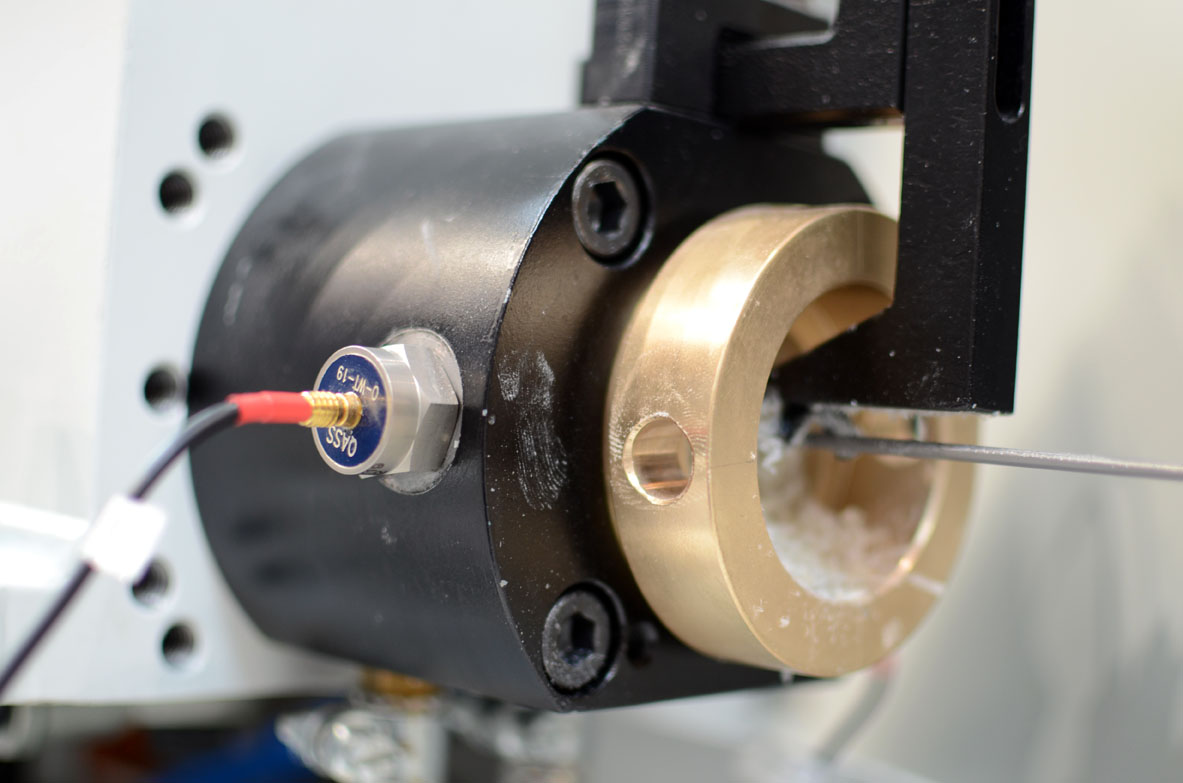
Fig. 1: SE sensor application on the die housing.
Process / Solution
The Optimizer4D is used for inline detection. This is a measurement system that has an FPGA-based measurement card. This allows a high data recording rate of up to 100 MB/sec. on up to four channels. A core function is a Short-Time-Fourier-Transformation (STFT). A time-amplitude signal is inverted into the frequency domain. The method is known as high-frequency pulse measurement. Characteristic signals of production processes can be assigned to physical-material-changing processes such as friction, plastic deformation and cracks. The signal is picked up by the SE sensor screwed to the die housing (Fig. 1). electronic filters such as frequency masks, dynamic envelopes or high-pass filters are used to distinguish between interference and useful signals. The software sets frequency envelopes adaptively and automatically. For this purpose, the shape of the continuous signals is taught in and referenced by the forming process. Deviations of the signals can be set to different tolerance levels.
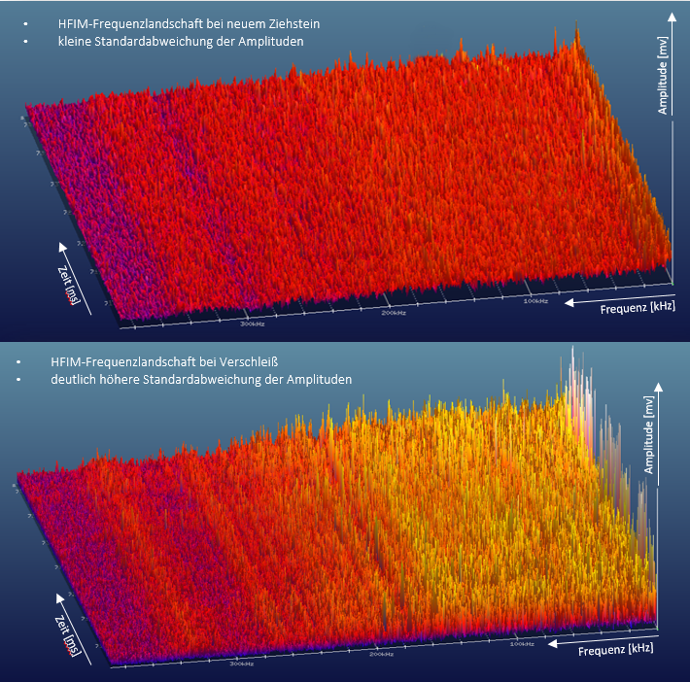
Fig. 2: Comparison between an intact drawing tool (top) and a worn drawing tool (bottom).
Results
Changes in the tribological system are continuously visualized so that critical frictional power on the tool and wire is avoided. With increasing wear, the tool emits stronger signals. Based on the HFIM landscape, Fig. 2 shows a tool at the start of production and the resulting wear after 24 hours of continuous use. As soon as the tribological conditions change critically, the HFIM signal image also changes significantly. Optimizer4D automatically detects this difference in system friction.
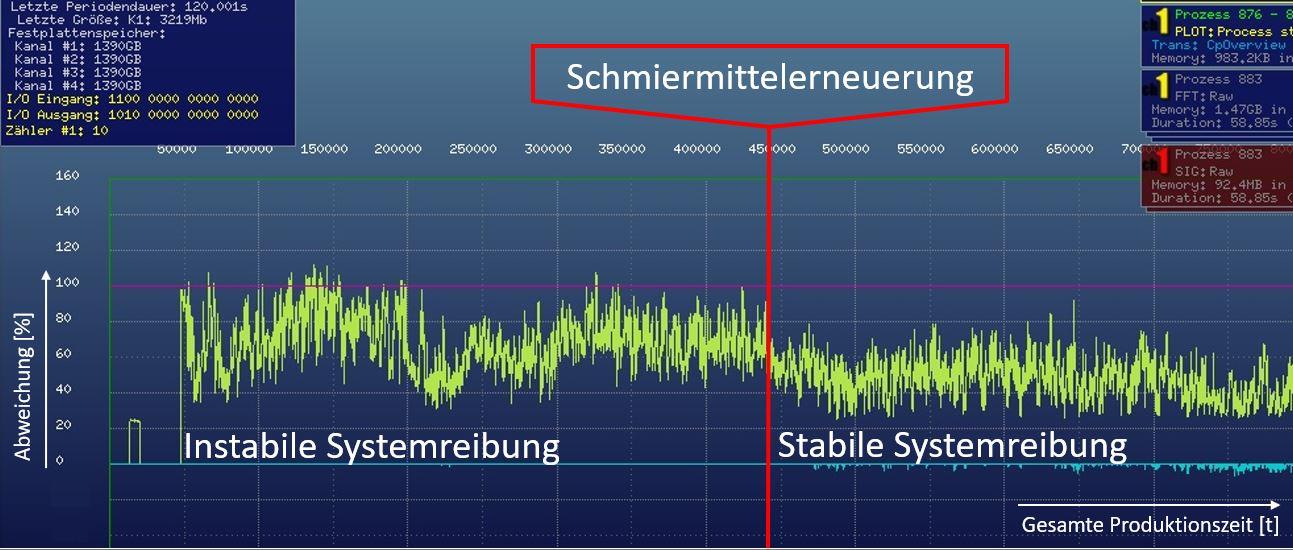
Fig. 3: Changes in the tribological system are continuously visualized so that critical frictional power on the tool and wire is avoided.