Zerstörungsfreie Härtemessung
Zerstörungsfreie Härtemessung, automatisiert und zuverlässig mit dem QASS-Messsystem
Zerstörungsfrei, berührungslos und in Echtzeit
Mit unserem µmagnetic Messsystem prüfen Sie die Härte von ferromagnetischen Werkstoffen berührungslos und zerstörungsfrei. Durch die Echtzeit-Spektralanalyse werden die Eigenschaften Ihres Materials live sichtbar. Bauteile können innerhalb von 200ms vermessen werden.
Kunden- und prozessspezifische Lösungen
QASS passt das µmagnetic Messsystem ideal auf Ihren Prozess und Ihre Anforderungen an die zerstörungsfreie Härteprüfung an. Benötigen Sie eine spezielle Sensorkonstruktion, dann entwickeln wir diese. Benötigen Sie ein individuelles Handlingsystem, dann richten wir den QOBOT perfekt für Sie ein.
100% statt Stichprobenprüfung
Unsere µmagnetic-Technologie kann in alle Prozessstufen der Fertigung integriert werden. Seien es Material- oder Verwechslungsprüfungen vor dem ersten Fertigungsschritt oder Qualitätsprüfungen im oder am Ende des Fertigungsprozesses.
Härteprüfung Pre-, In- und Post-Process
Sämtliche Anwendungsmöglichkeiten von QASS µmagnetic sind sowohl vorgelagert, in-process und nachgelagert am fertigen Bauteil möglich. Prüfen Sie Ihre Objekte und Ihr Material zerstörungsfrei und berührungslos. Die Implementierbarkeit im Prozess hängt vom verfügbaren Bauraum und der Prozessführung ab.
Zerstörungsfreie Härteprüfung mit QASS
QASS µmagnetic ersetzt zeitaufwändige, zerstörende Härteprüfung durch ein berührungsfreies und bedienerfreundliches Inline-Verfahren.
Unser Verfahren ist robust, industrietauglich und für den Betrieb rund um die Uhr ausgelegt. Messzeiten von unter einer Sekunde und Echtzeitdatenverarbeitung erlauben dem System sofortige Entscheidungen mit direkter Anbindung an die Maschinensteuerung etwa zur Bauteilausschleusung oder Prozessoptimierung.
Durch die 100 % Prüfung werden Unregelmäßigkeiten im Prozess und schleichende Veränderungen frühzeitig erkannt. So reagieren Sie rechtzeitig – und vermeiden Ausschuss.

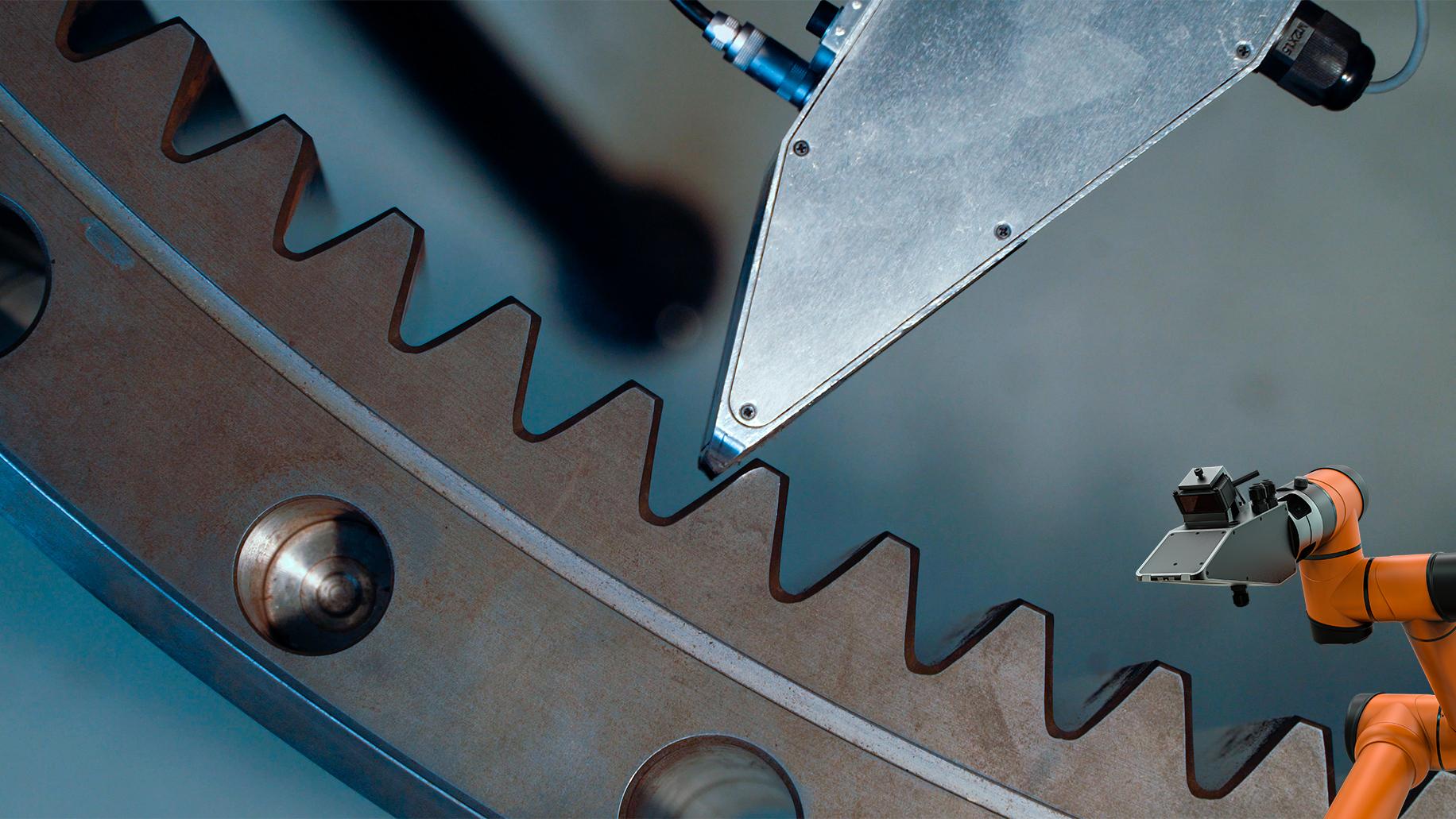
Abbildung 1: Geführte QASS-Sensoren bestimmen die Oberflächenhärte einer Zahnflanke völlig berührungslos und zerstörungsfrei.
Beliebige Geometrien
Ob Wellen, Zahnräder oder komplexe Formen - Dank modularer Sensornase und optionalem Handling System messen QASS µmagnetic Sensoren die Härte an verschiedensten Bauteilgeometrien.

Messungen bis 500°C
Unsere wassergekühlten Sensoren liefern zuverlässig Härtewerte selbst an heißen Werkstücken mit einer Temperatur von bis zu 500 °C. Ganz ohne Abkühl- oder Stillstandszeiten.
Inline in Bewegung
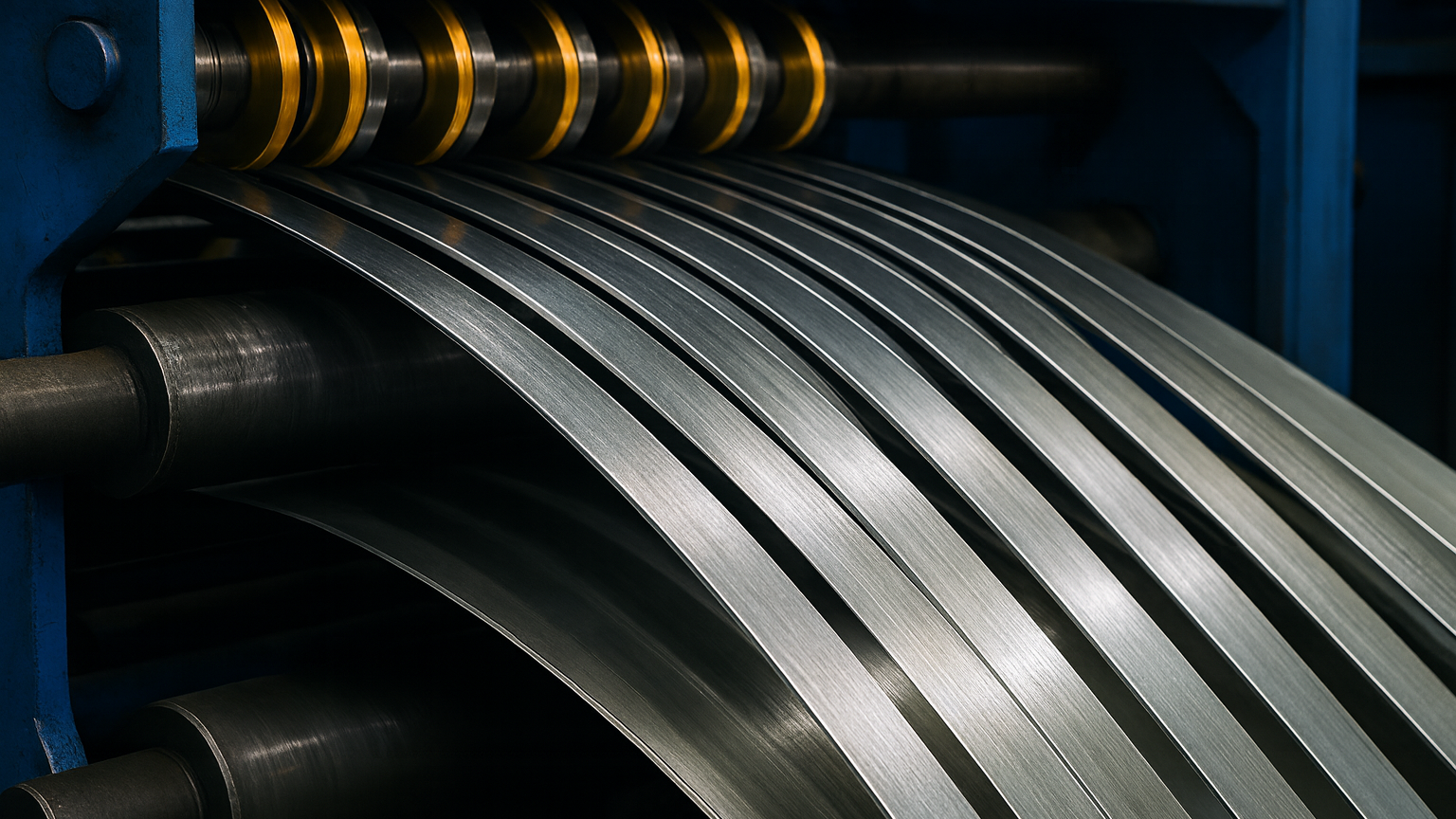
Eine Messung dauert nur 200ms - perfekt für rotierende Walzen, Bandstahl oder Messungen direkt im Produktionsprozess. QASS µmagnetic Sensoren messen die Bauteilhärte auch in Bewegung.

Schleifbrand-Detektion
QASS µmagnetic erkennt Gefügeveränderungen wie Schleifbrand sofort. Die frühzeitige Erkennung im Prozess verhindert Ausschuss, sichert Qualitätsstandards und senkt Nacharbeitungskosten.
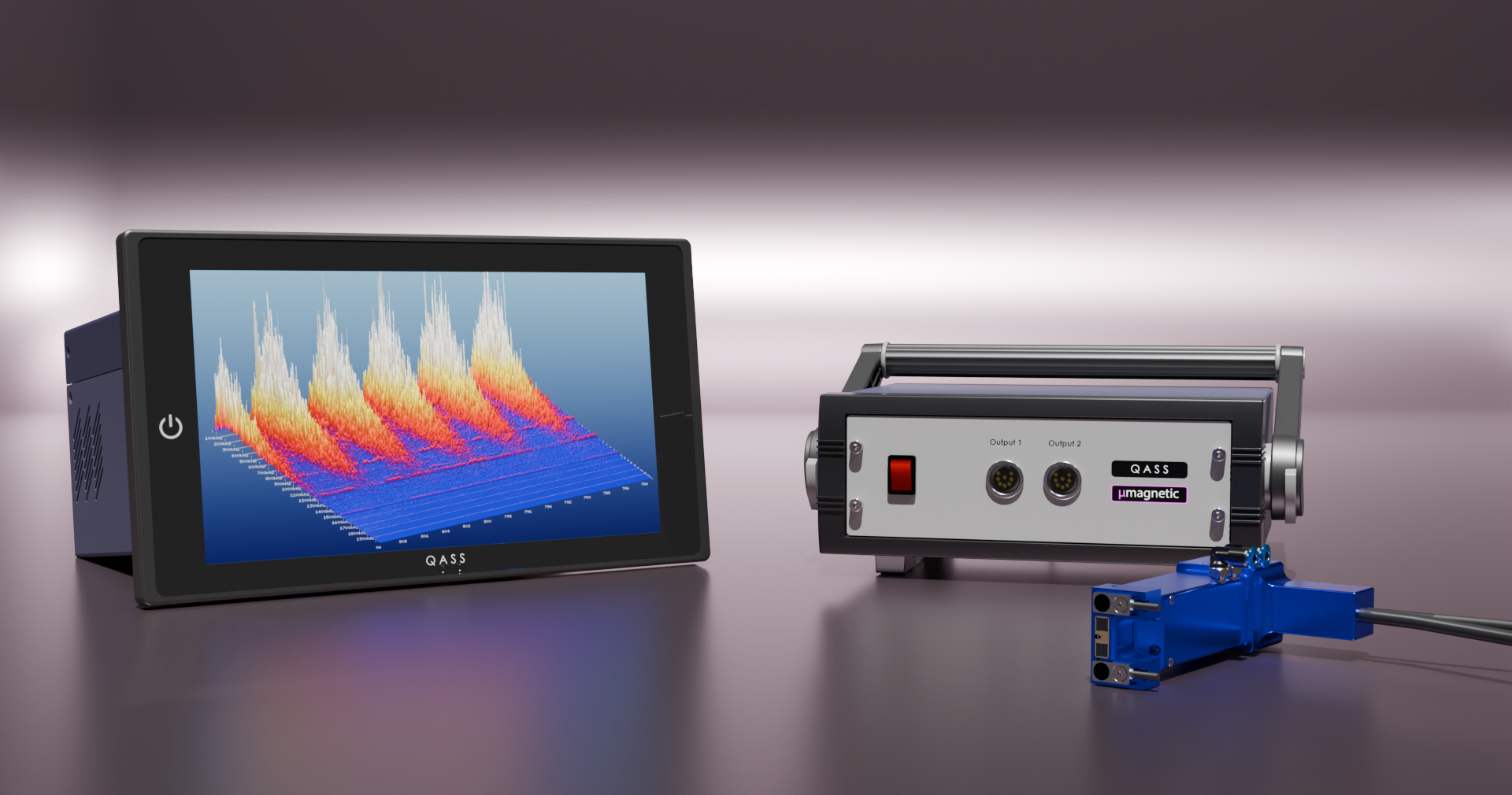 Abbildung 2: QASS µmagnetic Messkette: Bestehend aus dem Messsystem Optimizer4D (links), einem Leistungsverstärker (Mitte) und einem modularen µmagnetic Sensor (rechts).
Abbildung 2: QASS µmagnetic Messkette: Bestehend aus dem Messsystem Optimizer4D (links), einem Leistungsverstärker (Mitte) und einem modularen µmagnetic Sensor (rechts).
Das physikalische Prinzip: der magnetische Barkhausen-Effekt
Ferromagnetische Werkstoffe bestehen aus vielen Weiss’schen Bezirken (Domänen). Ohne äußeres Magnetfeld sind sie zufällig orientiert und heben sich gegenseitig auf. Steigt die Feldstärke, fangen die Domänen an, sich entlang der Feldlinien auszurichten. Entscheidend: Ein Bezirk kippt sprunghaft als Einheit – jede dieser Umschaltungen resultiert in einer Änderung des magnetischen Flusses. In einer Messspule entstehen dadurch Stromimpulse: das Barkhausen-Rauschen.
Die mechanische Härte korreliert direkt mit der Defektdichte (Leerstellen, Fremdatome, Zwischengitteratome, Versetzungen) im Kristallgitter, welche wiederum die magnetische Härte bestimmt. Werkstoffe mit hoher mechanischer Härte sind daher auch magnetisch hart.
Im Martensit beispielsweise ist der Kohlenstoff auf Zwischengitterplätzen zwangsgelöst, was die Defektdichte deutlich erhöht. In Ferrit oder Perlit hingegen hat sich der Kohlenstoff als Karbid an Korngrenzen ausgeschieden. Dieser fundamentale Zusammenhang bildet die Grundlage für die zerstörungsfreie Härtemessung mittels Barkhausen-Rauschen-Analyse.
So misst QASS µmagnetic
Innerhalb der µmagnetic Sensoren befindet sich ein Elektromagnet, der ein periodisches Wechselfeld mit definierter Frequenz erzeugt. Dieses wird über einen Luftspalt (<1mm) ins zu vermessende Bauteil induziert. Eine Empfängerspule (Ferrit Antenne) detektiert dann die entstehenden magnetischen Flussänderungen. Das resultierende Zeit-Amplituden-Signal wird aufgezeichnet, in Echtzeit ans Messsystem gesendet und digital verarbeitet.
Der Unterschied zu konventionellen Systemen: QASS unterzieht das Signal in Echtzeit einer FFT (Fast Fourier Transformation). Es entsteht ein Zeit-Amplituden-Frequenz-Signal, das frequenzselektive Analysen und Frequenzfilter ermöglicht. Dieses neue Signal wird in einer 3D-Spektrallandschaft dargestellt. Industrielle Störeinflüsse, die z.B. durch Frequenzumrichter oder Servomotoren entstehen, zuverlässig erkannt und effektiv herausgefiltert.
Vergleicht man so harte mit weniger harten Werkstoffen, werden Unterschiede
bereits in dieser 3D-Landschaft sichtbar: Harte Werkstoffe zeigen schwächere, weniger
intensive Signale, weniger harte entsprechend intensivere
(vgl. Abb. 4).
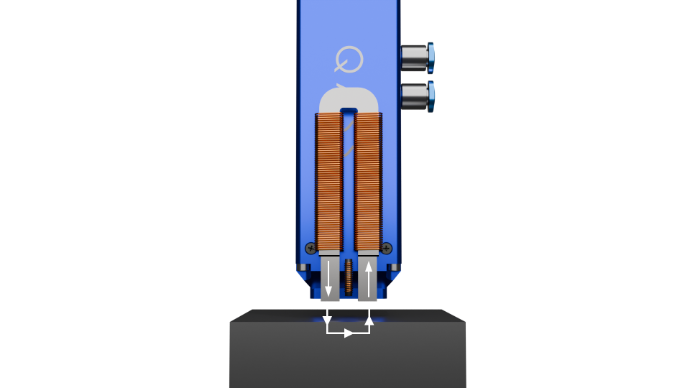
Abbildung 3:
QASS-Sensoren bestimmen die Oberflächenhärte völlig berührungslos und zerstörungsfrei mit einem Luftspalt von vorzugsweise 0.3 - 0.7mm.
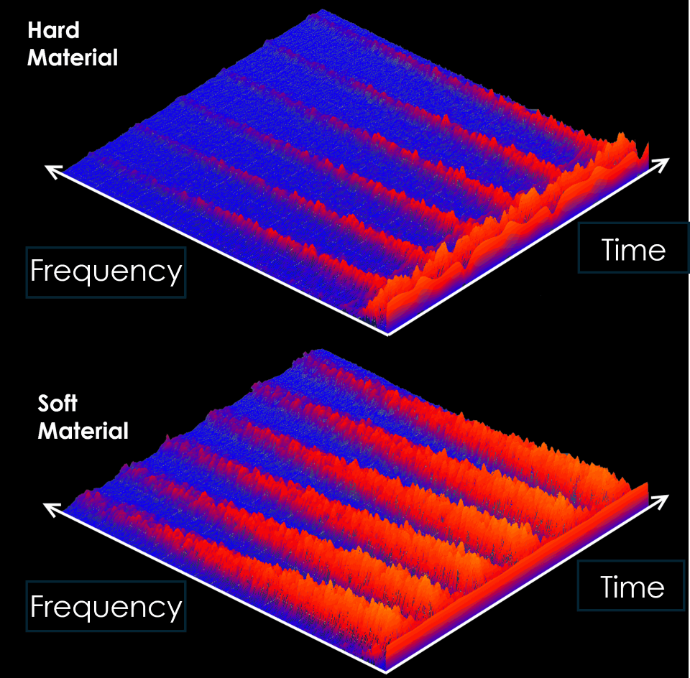
Abbildung 4: Vergleich hartes Material vs. weiches Material in der QASS 3D-Spektrallandschaft.
Spektrales Abbild: Hartes und weiches (magnetisches) Material
In der Software ergibt sich ein solches spektrales Prozess-Abbild.
Hartmagnetische Werkstoffe zeigen schwache Barkhausen-Signale und sind auch mechanisch hart (oben).
Weichmagnetische Werkstoffe sind leicht magnetisierbar, zeigen starke Signale und sind auch mechanisch weich (unten).
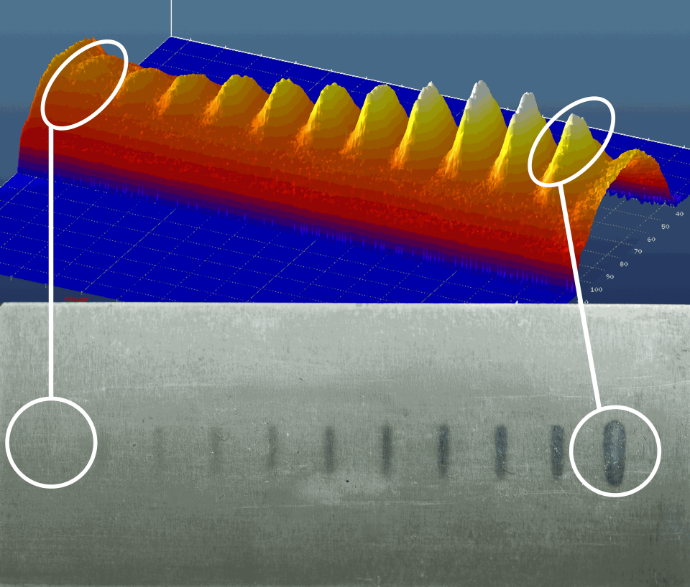
Erkennung von Anlaßzonen
Unsere hochauflösende Analyse ermöglicht die präzise Erkennung von thermisch beeinflussten Bereichen – sogenannten Anlaßzonen – direkt an der Werkstückoberfläche. Im gezeigten Beispiel wurde ein Stahlprüfkörper (Nital-Ätzkörper) gezielt mit Anlaßzonen versehen. Die anschließende 3D-Auswertung visualisiert die magnetischen Veränderungen entlang des Prüflings.
Die klar abgegrenzten Signalspitzen im Diagramm korrespondieren exakt mit den eingebrachten Zonen und belegen eindrucksvoll die Sensitivität und Genauigkeit der QASS-Messtechnik. So lassen sich Gefügeänderungen zuverlässig und zerstörungsfrei erkennen – ideal für die Prozesskontrolle nach Härte- und Schleifprozessen.
Kalibrierung & Messgenauigkeit
Die µmagnetic-Härtemessung ist eine Vergleichsmessung und erfordert eine Kalibrierung.
Einflussgrößen, die bei der Kalibrierung zu berücksichtigen sind:
- Eigenspannungen (durch Wärmebehandlung entstanden/abgebaut)
- Gefügeunterschiede (Korngröße, Karbidverteilung)
- Abstand (konstant oder bekannt, sonst verfälscht)?
- Geometrie (Wandstärke, Krümmung, Randeffekte)
- Oberflächenbeschaffenheit (Rauheit/Verschmutzung egal, außer ferromagnetische Partikel)
Aus den Kalibrierdaten wird eine Funktion für den
meist linearen Zusammenhang zwischen Härte und gemessener Energie
berechnet. Die Messung ist beliebig häufig wiederholbar, bietet hohe
Reproduzierbarkeit selbst bei Messzeiten < 1 s und erreicht bei
sorgfältiger Kalibrierung eine Umrechnungsgenauigkeit von ± 1 HRC.
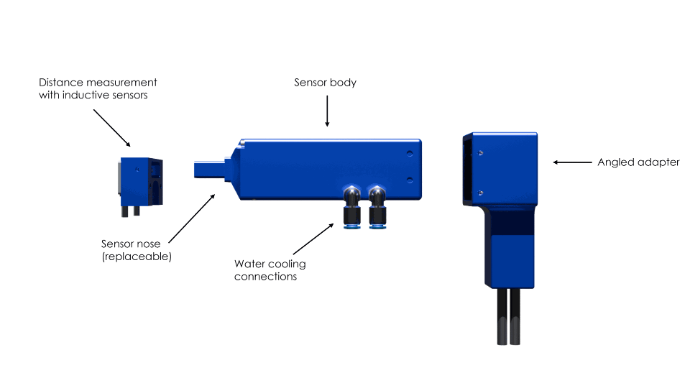
Sensorik und Integration in die Linie
- Modularer
Sensor (Abb. 2) mit austauschbarer Sensorspitze für
verschiedene Geometrien, z. B. Verzahnungen, plane Flächen, Wellen.
- Aktive
Kühlung: Einsatz bis 500 °C.
- Messung
in Bewegung: bis 600 mm/s – ideal, um Härtegradienten
und Anomalien (z. B. Weichfleckigkeit) bei bewegten
Bauteilen zu erkennen.
- Abstandsmanagement:
Bei der Messung wird der Abstand konstant gehalten oder erfasst;
optional induktive Abstandssensoren kompensieren den Abstandseinfluss
auf den Messwert.
- Schnittstellen:
IO-Anschlüsse, Profinet, LAN, WLAN für effektive
Maschinenkommunikation.
- Robuste
Datenaufbereitung: Spektralanalyse kombiniert mit Methoden
des maschinellen Lernens zur Erkennung und Unterdrückung
elektromagnetischer Störungen.
- 24/7-tauglich: Für den industriellen Dauerbetrieb ausgelegt.
Software & Bedienung
Für jedes System liefern wir eine kunden- und anwendungsspezifische Benutzeroberfläche. Eine Rechteverwaltung schützt Funktionen vor unbefugtem Zugriff. Über gängige Schnittstellen lassen sich Signalgeräte, Monitore und Displays ansteuern. Alle QASS-Systeme sind für Remote-Unterstützung vorbereitet – viele Fragen lassen sich ohne Vor-Ort-Einsatz lösen.

Früherkennung von Weichfleckigkeit direkt im Richtprozess
In modernen Getriebefertigungs- und Richtanlagen ist die Vermeidung von lokal begrenzten Härteminderungen („Weichfleckigkeit“) an gehärteten Wellen ein entscheidender Qualitätsfaktor. Mit QASS µmagnetic können diese Fehler frühzeitig also direkt während des Richtvorgangs erkannt werden.
Warum ist das wichtig?
- Weichfleckigkeit führt zu lokal reduzierter Härte auf der Wellenoberfläche oder im Randbereich und kann damit die Lebensdauer sowie die Funktionssicherheit von Getriebewellen deutlich beeinträchtigen.
- Häufige Ursachen wie z. B. ungleichmäßige Wärmebehandlung, lokale Entkohlung, unzureichende Abschreckung oder oberflächenbedingte Fehler, lassen sich nicht zuverlässig mit herkömmlichen Sicht- oder Inline-Kontrollen erkennen.
- Durch die Integration der Härtemessung während des Richtens lassen sich solche Fehler bereits im Herstellprozess auffinden, sodass eine Nacharbeit oder Aussortierung direkt erfolgen kann und kostenintensive Ausfälle oder Rückrufe vermieden werden können.

Vorteile für Ihre Produktion
-
Schnelle Rückmeldung: Weichfleckigkeit wird früh erkannt, ohne dass komplette Härteprüfungen oder makrografische Nachweise nötig sind.
-
Prozesssicherheit steigern: Durch Inline-Härtemessung wird Ihre Fertigungskette zuverlässiger und mögliche Weichfleckigkeit nicht erst im Endprüfprozess erkannt.
-
Kostenreduzierung: Reduzierter Ausschuss, geringerer Nacharbeitsaufwand, weniger Reklamationen.
-
Datenintegration: Messergebnisse können in Ihr Logging-System überführt werden, wodurch Trendanalysen möglich sind und prozessbegleitende Verbesserungen einfacher werden.
Typischer Ablauf in der Anwendung
-
Die Getriebewelle wird während des Richtens in der Anlage vermessen.
-
QASS µmagnetic führt eine schnelle Messung an definierten Positionen durch (z. B. entlang der gehärteten Laufbahn, Übergänge und Endbereiche).
-
Automatische Auswertung: Härteverlauf wird angezeigt, Auffälligkeiten („weiche Zonen“) werden markiert und protokolliert.
-
Bei Überschreitung definierter Schwellenwerte erfolgt eine Kennzeichnung bzw. automatische Aussonderung oder Weiterleitung zur Fehlerbearbeitung.
-
Alle Messdaten werden mit Zeitstempel, Wellen‐ID, Messpositionierung und ggf. Richtmaschinenparametern verknüpft – für Rückverfolgbarkeit und Qualitätssicherung.
Praxisbeispiele für die zerstörungsfreie Härteprüfung mit QASS
Für einen Hersteller von verschleißarmen Gussteilen wurde
eine autark arbeitende Prüfstation entwickelt. Ein Industrieroboter greift dazu
ein Gussteil aus einer Schüttung (bin picking) und transportiert dieses zu
einer QASS µmagnetic Härteprüfeinrichtung. Anschließend wird das Gussteil
optisch auf Gussfehler untersucht, verwogen und nach Gewicht wegsortiert.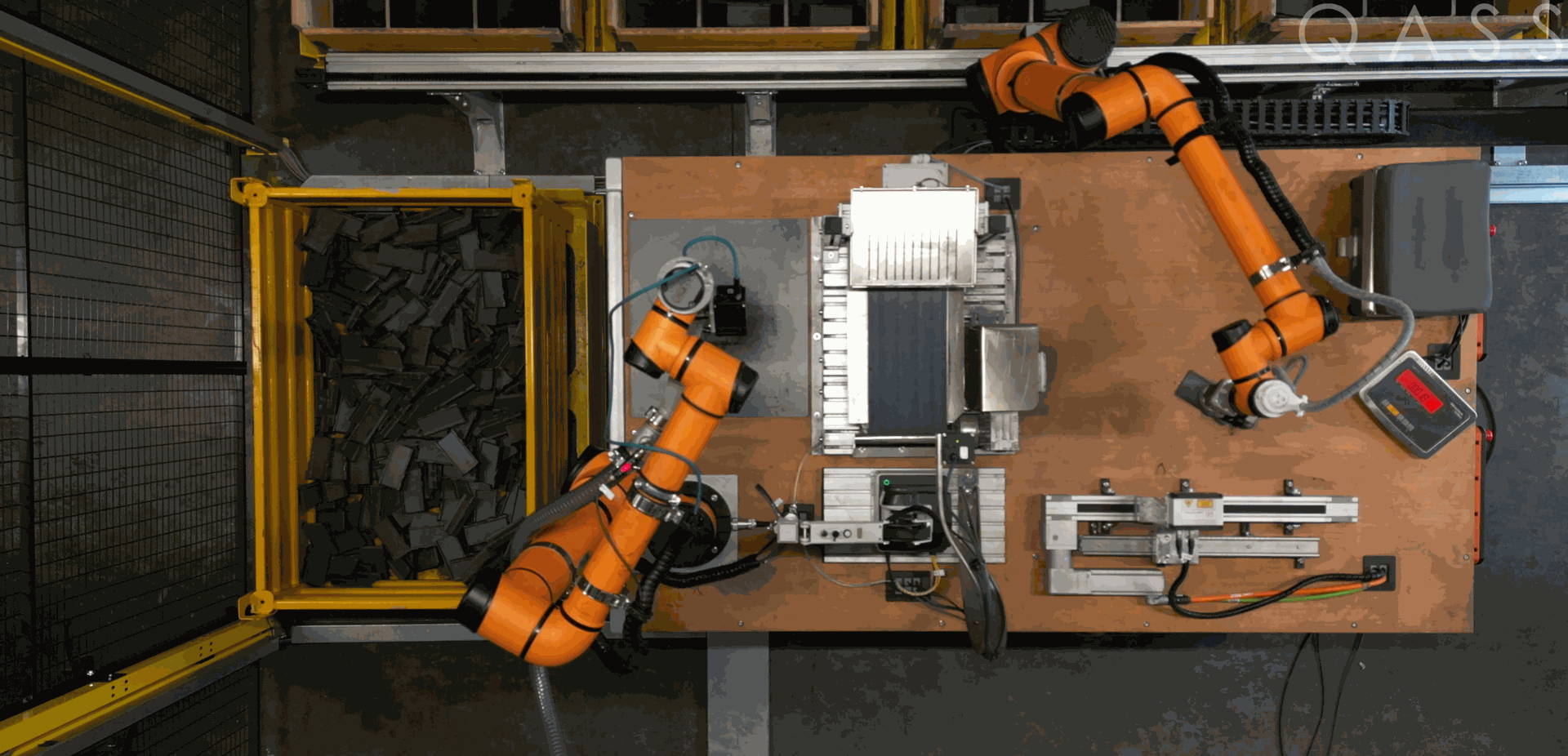
In Kooperation mit einem Bandstahlhersteller wurde ein Härteprüfsystem entwickelt, das im Sekundenabstand kontinuierliche Härtemessungen an einem Stahlband durchführt, das mit einer Geschwindigkeit von bis zu 20m/min unter dem Sensor durchläuft.
Das Messsystem arbeitet vollautomatisch im 24/7-Betrieb, verfügt über Hinderniserkennung und nutzt Methoden des maschinellen Lernens zur automatischen Kalibrierung auf neue Stahlsorten. Dadurch wird ein lückenloser Härteverlauf über mehrere Kilometer Bandlänge dokumentiert.
Beim Presshärten wird das warme Blech während eines Tiefziehprozesses durch Kühlkanäle im Tiefziehwerkzeug lokal schneller abgekühlt als an anderen Stellen.
Auf diese Weise erreicht man insbesondere bei Karosserieteilen Härtegradienten. Um den Erfolg des Presshärteprozesses festzustellen, wird das 400°C heiße Material vermessen. Dazu wird die Kontaktzeit kurzgehalten und der Sensor aktiv mit Wasser gekühlt.
Walzen erfahren beim Walzen eine Kaltverfestigung. Daher ist es notwendig diese in regelmäßigen Abständen abzuschleifen, um die verfestigten Stellen zu entfernen. Der Endpunkt der Überarbeitung wird in der Regel über Erfahrungswerte und optische Begutachtung ermittelt. Dabei wird häufig mehr Material abgetragen als notwendig, um sicherzustellen, dass alle Fehlstellen beseitigt wurden. Teilweise kommen dabei Hilfsmittel wie das minimalinvasive Rückprallverfahren nach Leeb zum Einsatz, welche nur punktuelle Aussagen über die Härte der Walze liefern.
Auch diese kleinsten Eindrücke müssen durch einen weiteren Schleifgang entfernt werden. Mit der 100% Härteüberwachung mittels Barkhausen-Rauschen entfällt das Abschleifen der Eindrücke und der Abtrag wird auf die reale Beschädigung beschränkt.
Schleifbrand ist eine thermische Schädigung der Bauteiloberfläche, die durch unsachgemäße Prozessführung entsteht. Der Wärmeeintrag führt lokal zu Eigenspannungsveränderungen, evtl. zu einer Härteabnahme und im ungünstigsten Fall zur Bildung einer Neuhärtezone aus nanokristallinem, glashartem Martensit an der Bauteiloberfläche. Schleifbrand, insbesondere wenn er nur schwach ausgeprägt ist, ist visuell schwer oder gar nicht erkennbar. Das klassische Verfahren zur Untersuchung von Bauteilen auf Schleifbrand ist das Nitalätzen. Dieses nasschemische Verfahren ist zeitaufwendig und arbeitet mit aggressiven Chemikalien wie Salpetersäure.
In enger Zusammenarbeit mit einem Hersteller von Planetengetrieben für Windkraftanlagen wurde ein robotergestütztes Verfahren entwickelt, um Hohlräder auf Schleifbrand zu untersuchen. Folgendes zeigt einen für diese Anwendung optimierten Sensor knapp über der Oberfläche einer Zahnflanke, die zeilenweise berührungslos abgefahren wird. 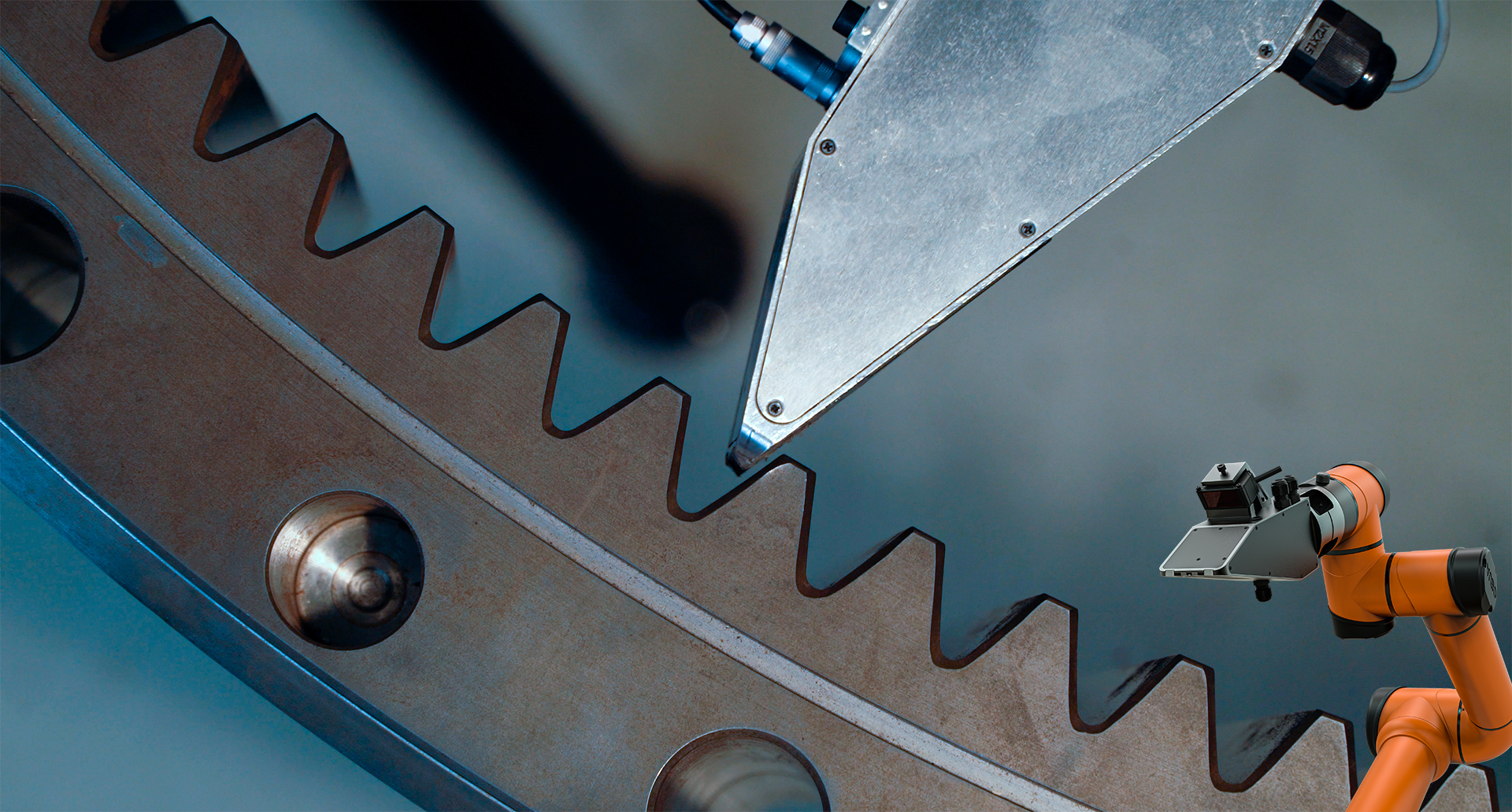
Die Firma imq in Crimmitschau (Sachsen) stellt Nital-Ätzblöcke her, die dazu verwendet werden, die Güte von Nital-Ätzbädern zu bestimmen. Der etwa 60mm x 20mm x 8mm große Stahlblock enthält elf künstlich mit einem Laser eingebrachte Anlass- und Neuhärtezonen. Durch zeilenweises Abfahren des Blockes entstand das Bild: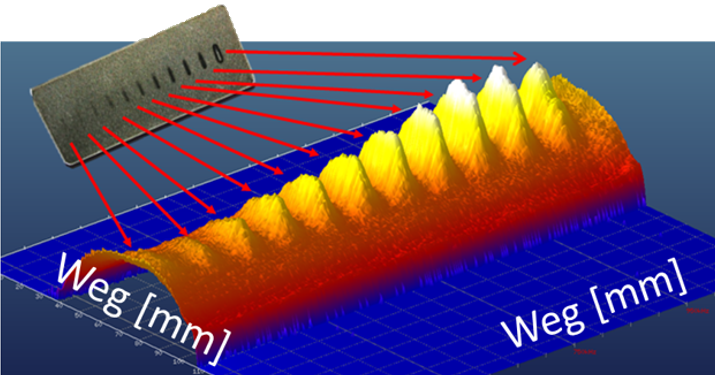
Die in Segmenten induktiv gehärtete Welle, die in Abbildung 7 dargestellt ist, muss lagerichtig für die weitere Bearbeitung einer Maschine zugeführt werden. Die Vermessung der Welle entlang der Längsachse ergibt den Graphen, der in Abbildung 7 unten dargestellt ist. Mit dieser Information wird die Welle lagerichtig der Maschine zugeführt.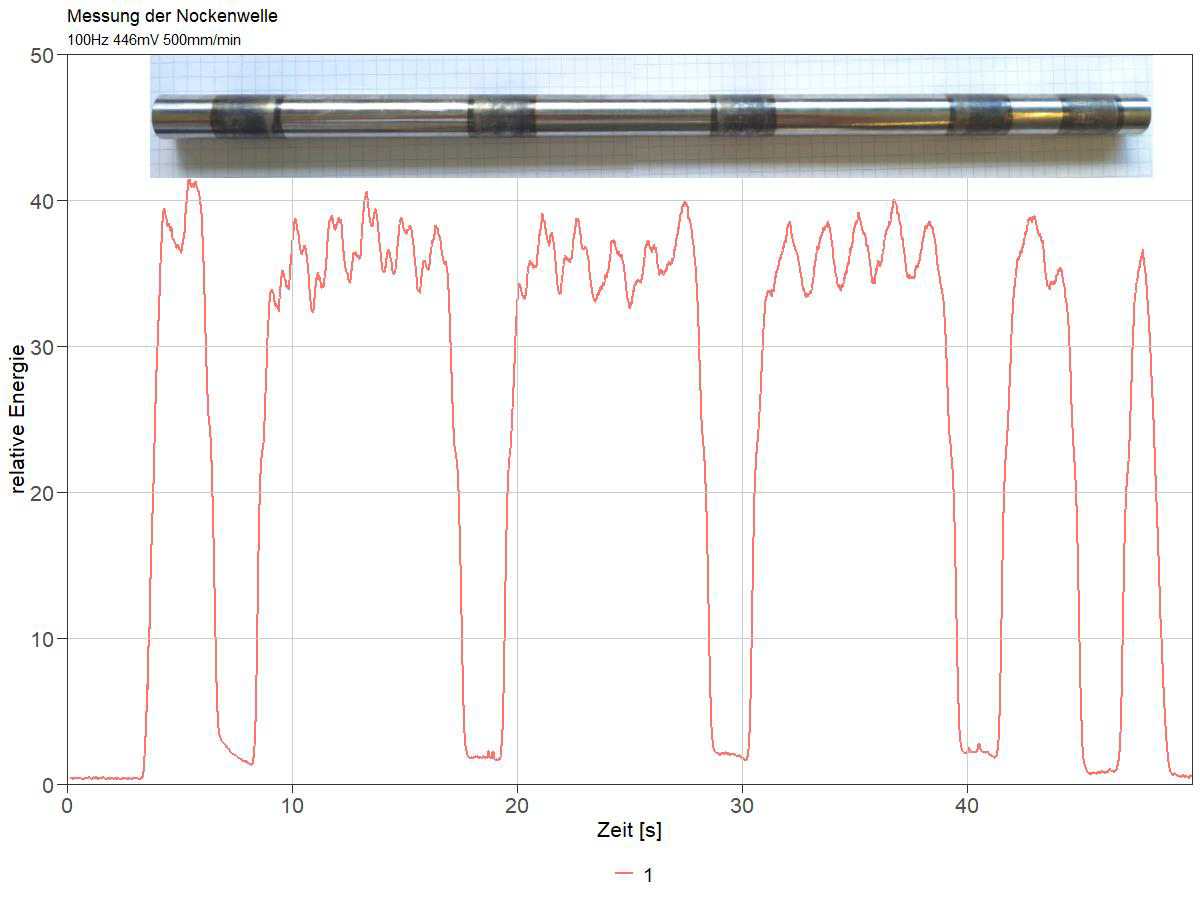
Warum QASS µmagnetic?
Alle Vorteile auf einem Blick
Berührungslos & zerstörungsfrei
100% Prüfung statt Stichprobe.
Echtzeit-Entscheidungen
Messung < 1s, direkte Steuerung der Anlage.
Industrie-robust
24/7 Betrieb, bis 500 °C hitzeresistent, bis 600 mm/s Bauteilbewegung.
Geometrieflexibel
Sensorspitzen für Verzahnungen, plane Flächen, Wellen.
Saubere Signale
FFT-basiert, frequenzselektiv, ML-gestützt gegen EM-Störungen.
Hohe Genauigkeit
± 1 HRC (bei sorgfältiger Kalibrierung)
Jetzt Beratungstermin vereinbaren!
Informieren Sie sich unverbindlich bei unseren Experten über die Möglichkeiten für Ihre Industrieprozesse.
Mikromagnetic als Systemlösung
Handlingsysteme & Komplettanlagen
Modernes Handling und Sensorführung durch QOBOT
Das QOBOT Handlingsystem basiert auf einer intelligenten Kombination aus Sensorik und Robotik. Es wurde von QASS speziell für die µmagnetic-Technologie entwickelt und kann zusammen mit dieser als Systemlösung erworben werden.
Der QOBOT wird von QASS individuell auf den Prozess und die Fertigungsumgebung angepasst. Das System kann pre-, in- und post-process eingesetzt werden. Der im Handlingsystem verbaute AUBO-i5 Co-Bot ist flexibel einsetzbar und ermöglicht, dank seiner Bewegungsreichweite von 924mm**, eine Härtemessung von Bauteilen unterschiedlicher Geometrien und Längen. Ein Laserabstandssensor erfasst die Roboterbahn, sodass der µmagnetic-Sensor während der Messung korrekt positioniert wird. Die Steuerung der im QOBOT verbauten Sensorik und Robotik ist mit dem µmagnetic Messsystem integriert.

Zelos erklärt
Die Zelos-Anlage wurde von QASS mit dem Ziel entwickelt, Unternehmen in der Qualitätssicherung beim Sintern zu unterstützen. Die Zelos-Anlage ist eine automatisierte Laboranlage zur Überprüfung der Homogenität von pulvermetallurgirschen Grünlingen. Das in der Anlage verbaute Messsystem ist der QASS Optimizer4D mit µmagnetic – der mikromagnetischen Erweiterung zur Härteprüfung, Schleifbrandprüfung und Homogenitätsprüfung für Grünlinge.
Die Zelos-Anlage zur Homogenitätsprüfung von pulvermetallurgischen Grünlingen vereint die mikromagnetische Messtechnik mit einem schonenden Bauteil-Handling. Prüflinge werden mittels eines pneumatisch gesteuerten Magnetgreifers sanft aus der Halterung entnommen und über zwei Linearachsen zum mikromagnetischen Sensor geführt. Mit einem Laserabstandssensor wird die korrekte Positionierung des Prüfkörpers sichergestellt.
