Risserkennung & Monitoring bei der Feder-Produktion
Risse erkennen, Vormaterial bewerten, Werkzeugverschleiß detektieren, Maschinentrends verfolgen - QASS macht es möglich.
100% Inline-Risserkennung
QASS ermöglicht eine Echtzeit-Risserkennung beim Winden von Federn. Wir überwachen jede Millisekunde des Prozesses und fehlerhafte Bauteile werden automatisch vom System ausgeschleust.
Maximale Prozesssicherheit
Durch die Analyse einzelner Prozessphasen wie Winden, Biegen und Schneiden werden Fehlerursachen präzise identifiziert. Das erhöht die Prozessstabilität und sichert eine gleichbleibend hohe Produktqualität.
Werkzeugverschleiß frühzeitig erkennen
QASS überwacht Signalmuster kontinuierlich und erkennt Verschleiß an Schneidwerkzeugen oder Windestiften frühzeitig. Wartungen können gezielt geplant und ungeplante Stillstände vermieden werden.
Vormaterial bewerten und Qualität sichern
Neben der Prozessüberwachung ermöglicht QASS auch Rückschlüsse auf die Qualität des eingesetzten Vormaterials. Materialbedingte Risiken und Qualitätsprobleme werden frühzeitig erkannt.
Risserkennung in der Federnfertigung
Lückenlose Überwachung während der Federnherstellung für höchste Qualität und Sicherheit
Während der Kaltumformung beim Winden von Federn können kleinste Risse entstehen, die bereits die Qualität und Zuverlässigkeit des Bauteils kritisch beeinflussen. Konventionelle Prüfverfahren wie visuelle Kontrolle oder nachgelagerte Prüfprozesse stoßen insbesondere bei hohen Stückzahlen schnell an ihre Grenzen.
QASS ermöglicht eine kontinuierliche und automatische Risserkennung direkt im Produktionsprozess. Durch die Echtzeit-FFT-Analyse von Körperschalldaten werden Risse genau im Moment ihrer Entstehung erkannt, sodass fehlerhafte Teile sofort automatisch ausgeschleust werden können.
Dabei werden selbst feinste Risse ab einer Größe von 25 µm detektiert, unabhängig davon, ob sie an der Oberfläche oder tief im Material liegen. Ein gemeinsames Forschungsprojekt vom VDFI und der Hochschule Wismar bestätigt, dass QASS-Technologie selbst kleinste Risse beim Federwinden in Echtzeit zuverlässig erkennt. So wird eine 100% Inline-Rissprüfung möglich, Pseudo-Ausschuss reduziert und die Prozesssicherheit Ihrer Fertigung nachhaltig erhöht.
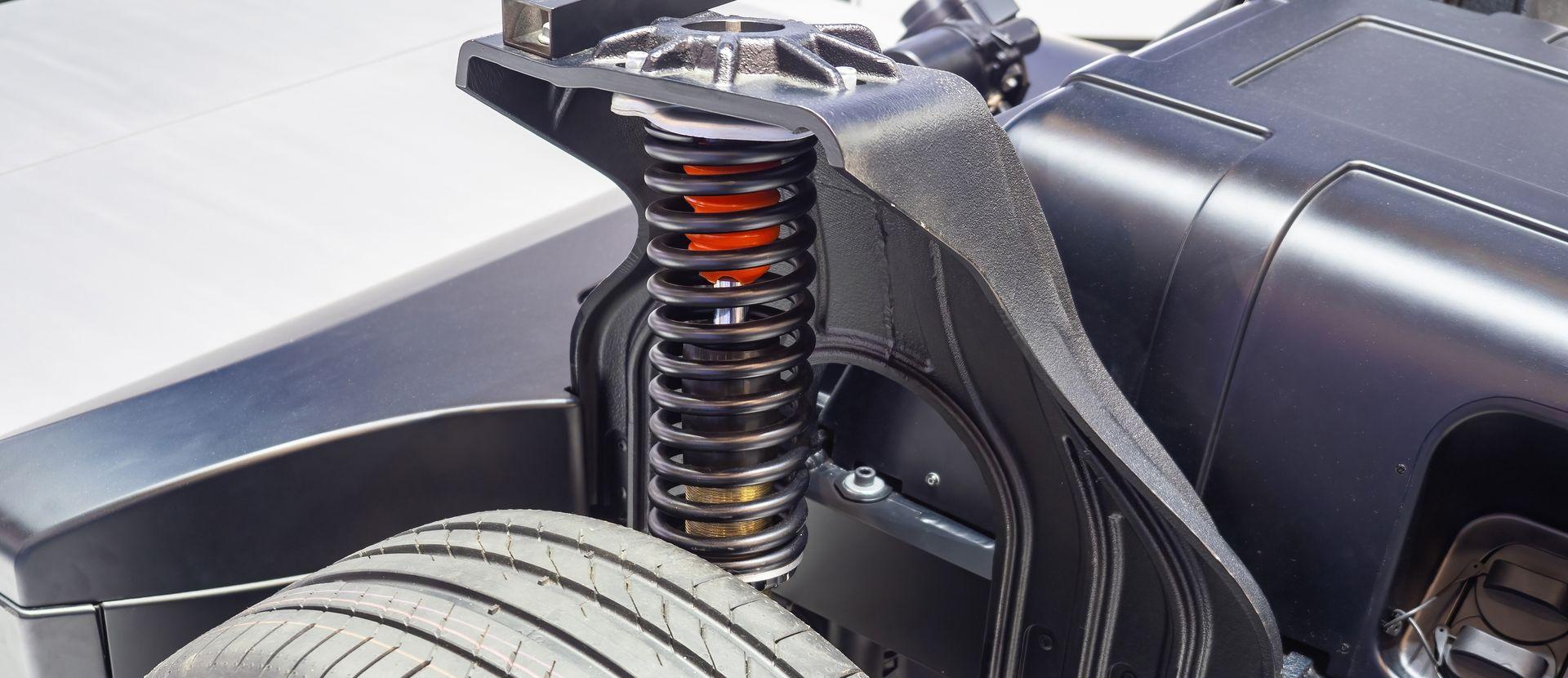 Abbildung 1: Detailansicht einer Fahrzeugfeder.
Abbildung 1: Detailansicht einer Fahrzeugfeder.

Abbildung 2: Nahaufnahme einer gerissenen Fahrzeugfeder.
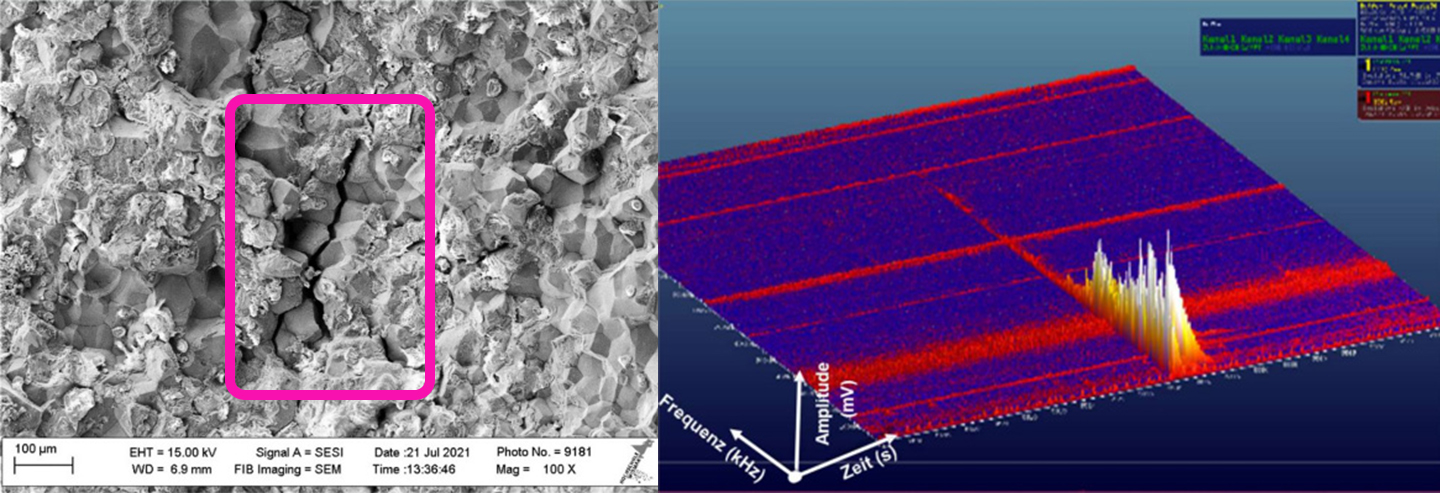
Abbildung 3: REM-Aufnahme eines Risses (links) und das dazugehörige Risssignal nach der QASS-FFT (rechts).
Prozess- und Werkzeugüberwachung beim Federwinden
QASS Technologie ermöglicht eine kontinuierliche Überwachung des gesamten Federwindeprozesses und zeichnet sich durch eine detaillierte Analyse aller Prozessphasen aus.
Werkzeugverschleiß führt zu veränderten Signalverläufen, die von QASS Messtechnik automatisch erkannt und ausgewertet werden. Durch die Aufteilung in einzelne Prozessschritte wie Winden, Biegen und Schneiden lassen sich spezifische Schäden wie stumpfe Schneidwerkzeuge, beschädigte Windestifte oder Trendverläufe gezielt identifizieren.
Gleichzeitig kann auch die Qualität des eingesetzten Vormaterials durch QASS bewertet werden.
Ihre Branchen
Automotiv
Luft- und Raumfahrt
Windenergie
Medizintechnik
Maschinenbau
So funktioniert es
Der QASS Optimizer4D im Einsatz
QASS-Sensor installieren
Die Installation der Körperschallsensoren erfolgt an der Winde– oder Setzmaschine. Beim Winden von Draht entstehen Reibung und Umformkräfte innerhalb der Maschine, die Geräusche erzeugt.
Diese Geräusche sind zwar für das menschliche Ohr ab einer Frequenz von über 20 kHz nicht wahrnehmbar, werden jedoch innerhalb der Maschine übertragen und können von QASS-Sensoren erfasst werden.
Bereits kleinste Unterschiede von der Norm erzeugen Abweichungen im gesamten Emissionsbild während des Umformprozesses. Wichtig ist eine einfache Verschraubung an die Maschine, sodass die Schwingungen und Emissionen des Prozesses durch das Material an die Sensoren übertragen werden.
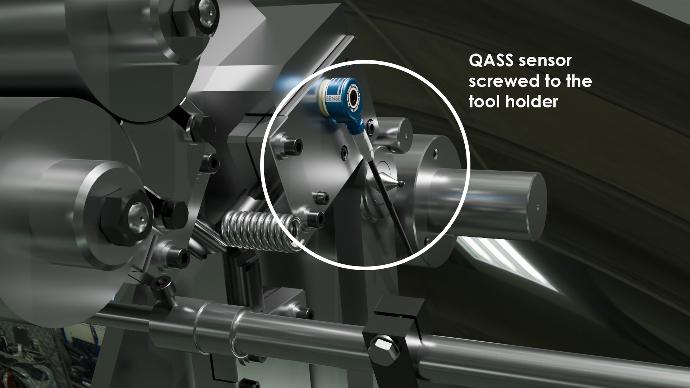 QASS sensor screwed to the tool holder.
QASS sensor screwed to the tool holder.
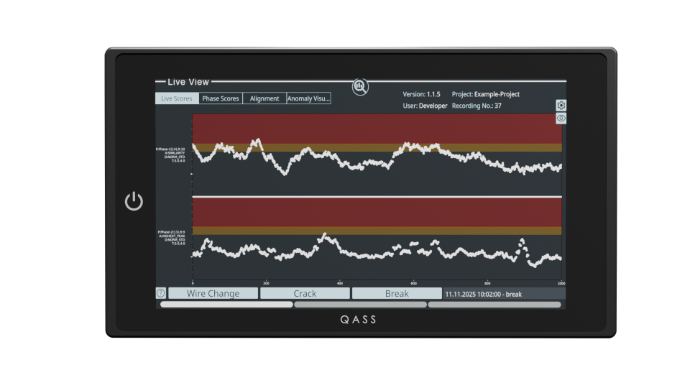
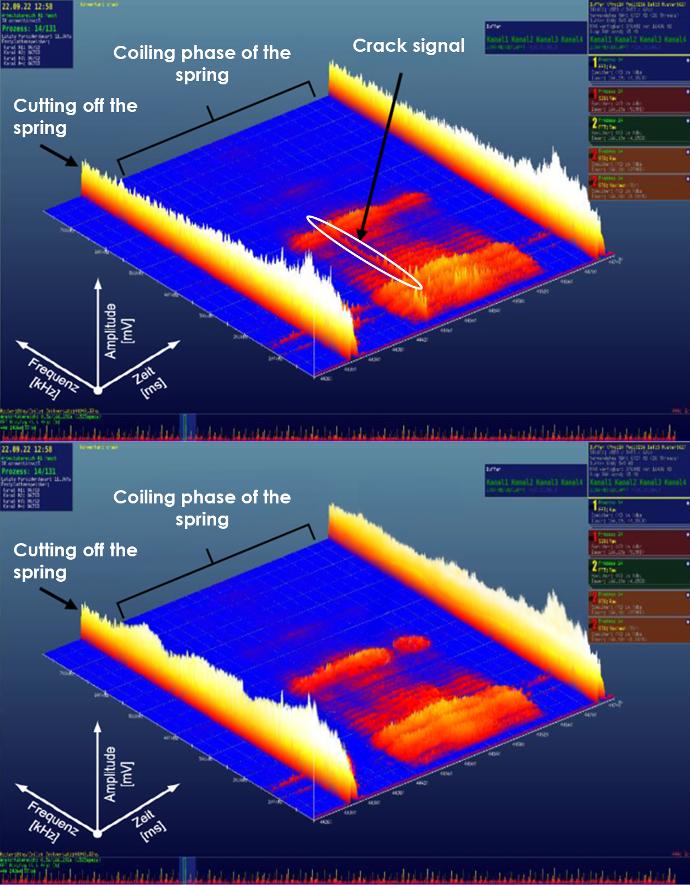 Körperschall-Abbild eines Windevorgangs einer Feder im QASS Optimizer4D Messystem. (Mit und ohne Riss)
Körperschall-Abbild eines Windevorgangs einer Feder im QASS Optimizer4D Messystem. (Mit und ohne Riss)
Immer wenn ein Riss in festem Material durch Umformkräfte
entsteht, laufen Druckwellen durch das Bauteil. Die Intensität dieser Welle ist
umso stärker, je fester das Gefüge ist.
Es gilt, diese
Emissionen von den normalen Maschinengeräuschen zu unterscheiden.
Hierzu wird der "Optimizer4D" eingesetzt, unser leistungsstarkes Messsystem, dass Körperschalldaten in Echtzeit erfassen und auswerten kann. So ist es möglich, dass Auftreten von Rissen zu bemerken und das beschädigte Bauteil auszusortieren.
Die QASS-Spektralanalyse ermöglicht es, alle Arbeits- und Störgeräusche der Maschine zu trennen, sodass selbst Mikrorisse bei ihrer Entstehung zuverlässig detektiert werden können.
Die aufgenommenen Körperschallsignale lassen sich, wie im Bild (links) dargestellt, in unserer FFT-Landschaft anzeigen und nachvollziehen. Unsere essentiellen Features wie Clustering und die damit verbundene Mustererkennung, sowie entsprechende Frequenzfilter und -masken, ermöglichen es uns, wichtige Signale von Stör- oder Maschinengeräuschen präzise zu trennen und diese innerhalb von Millisekunden analysieren.
Der Optimizer4D kann nicht nur zur Detektion von Rissen genutzt werden. Körperschalldaten sind Fingerabdrücke von Fertigungsprozessen und Maschinen. Nutzen Elemente der Werkzeuge, wie bspw. Windestifte oder Führungsrollen, ab, so ist dies in den Körperschalldaten zu erkennen. Mangelhaftes Vormaterial gibt andere Signale ab, als solches, das von guter Qualität ist. QASS verschafft seinen Kunden tiefere Einblicke in ihre Prozesse, zeigt frühzeitig an, wenn Maschinen eine Wartung benötigen und liefert seinen Kunden wichtige Informationen über das gelieferte Vormaterial des Drahtherstellers.
Anwender von QASS-Messsensorik profitieren von
- Zuverlässige Riss- und Mikrorissdetektion
Risse, die kritische Größe erreichen, können vom Optimizer4D erkannt und ausgeschleust werden. Eine Warnung wird automatisch an das System weitergegeben.
- Überwachung des Werkzeugzustands (Tool
Monitoring)
Unser Messsystem ermöglicht nicht nur die Detektion von Rissen, sondern kann Beschädigungen am Werkzeug der Maschinen feststellen (z.B. Abnutzung der Windestifte) - Qualitätsbeurteilung des Vormaterials
Anhand charakteristischer Unterschiede der Körperschalldaten, können wir auf Risse im Vormaterial schließen.
Risse erkennen, Vormaterial bewerten, Verschleiß am Windewerkzeug detektieren,
Maschinentrends verfolgen – der Optimizer4D macht all dies möglich.
Anfrage
Sie nehmen mit uns, telefonisch oder per Mail, Kontakt auf und schildern uns Ihre Situation
Zieldefinition
Wir definieren gemeinsam mit Ihnen die Ziele des Projekts.
Datenanalyse
Die QASS Messtechnik wird installiert und erfasst Daten, die im Anschluss analysiert werden.
Applikation
Die Messtechnik wird speziell auf Ihre Zwecke angepasst.
Evaluation
Unser System wird bei Ihnen unter Produktionsbedingungen getestet und optimiert.
Jetzt Beratungstermin vereinbaren!
Informieren Sie sich unverbindlich bei unseren Experten über die Möglichkeiten für Ihre Industrieprozesse.