FAQ - Optimizer4D
Physikalische Grundlagen
Prozessoptimierung und Risserkennung mit dem QASS Optimizer4D funktioniert auf der Grundlage der Analyse von Körperschall-Signalen. Der Optimizer4D bildet den Fertigungsprozess in einem dreidimensionalen Diagramm mit den Achsen Zeit (x), Frequenz (z) und Amplitude (y) ab. Das Messgerät muss auf den jeweiligen Fertigungsprozess eingerichtet werden. Risse sind aufgrund ihrer charakteristischen Form im dreidimensionalen Diagramm leicht und automatisch zu erkennen. Darüber hinaus ist die Qualifizierung anderer Prozessparameter möglich. Dafür ist es sinnvoll, das Messgerät auf den Soll-Zustand des Prozesses einzurichten. Abweichungen davon können später per Risserkennung oder Mustererkennung automatisch detektiert werden. Das Einrichten des Soll-Zustandes ist dafür Voraussetzung.
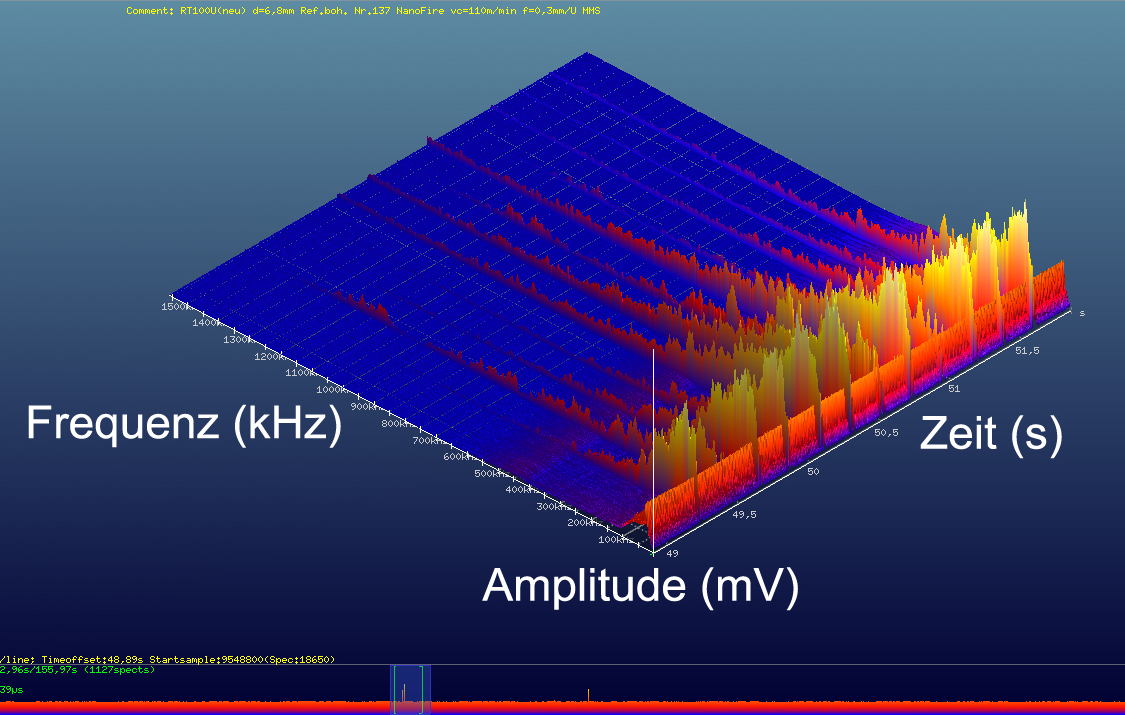
Dreidimensionale Darstellung der HFIM-Signale auf den Achsen Zeit (rechts), Frequenz (links) und Amplitude (vertikal).
Der Optimizer4D zeigt die gemessenen Hochfrequenz-Impuls-Messdaten in einem dreidimensionalen Diagramm an, auf den Achsen Zeit (x), Frequenz (z) und Amplitude (y). Die Differenzierung der Signale gelingt durch eine hochentwickelte Analysesoftware, die die Daten aus dem Körperschall-Sensor erfasst und unter anderem durch eine Fast-Fourier-Transformation aufbereitet. Durch diese Frequenztrennung werden die Signale der einzelnen Aggregate sichtbar und damit überprüfbar – zerstörungsfrei, automatisch und in Echtzeit. Dabei handelt es sich um einen höchst individuellen Vorgang, denn jede Produktionsmaschine und jeder Fertigungsprozess ist anders. Je feiner das Gefüge in Bauteil und Material, desto schneller folgen die Druckwellen aufeinander, und desto höher fallen die maximalen Schwingungsfrequenzen aus.
Achsenbeschriftung es Optimizer4D-Wasserfalldiagramms
Die Sensoren nutzen den piezoelektrischen Effekt. Durch Impulswellen
wird im Sensor eine Spannung erzeugt, die vom Optimizer gemessen wird.
Dieser Effekt lässt sich auch umkehren – wird der Sensor aufgeladen,
kann er einen Impuls aussenden. Um eine optimale Ankopplung und damit
eine optimale Auswertbarkeit der Körperschall-Signale gewährleisten zu
können, ist es ratsam, den Sensor an die Anlage zu schrauben
(M5-Gewinde). Je näher der Sensor an die Quelle der Impulse gebracht
wird, desto besser. Auch eine Ankopplung per Magnet ist möglich, die
Verschraubung liefert aber bessere Ergebnisse.
Riss-Signale äußern sich im dreidimensionalen Diagramm des Optimizers
stets durch ein breitbandiges, hochfrequentes Signal, das abrupt startet
und sanft ausläuft. Es ist typischerweise nicht an einen bestimmten
Frequenzbereich gebunden und unterscheidet sich von den
Arbeitsgeräuschen einer Maschine durch einen queren Verlauf zur
Zeitachse, durch einen scharfkantigen Beginn, durch seine Ausdehnung
über einen Großteil des Frequenzspektrums; vom hörbaren Bereich von
unter 20 kHz bis in die extrem hochfrequenten Bereiche von bis zu 1.5 MHz
und darüber hinaus. Die Dauer eines typischen Riss-Signals geht selten
über 20 ms hinaus.
Selten. In der Regel heben sich Riss-Signale deutlich von den üblichen
Arbeitsgeräuschen eines Fertigungsprozesses ab. Frequenzbereiche lassen
sich außerdem maskieren und aus den Messergebnissen rausfiltern. Im
Bereich der Werkzeugüberwachung kommt es darauf an, ob sich die Signale
des betreffenden Werkzeuges zeitlich oder räumlich von den
Arbeitsgeräuschen des Prozesses unterscheiden lassen, was in den
überwiegenden Fällen möglich ist. Eine Testmessung verschafft hier
Klarheit.
Echos und Resonanzen sind grundsätzlich Bestandteil einer
Körperschall-Messung und der Prozesscharakteristik. Entweder sie sind da
oder nicht – für die Messung und die Auswertung per HFIM spielt das
keine Rolle, denn so oder so ergibt sich ein typisches Abbild des
Prozesses.
Herkömmliche Körperschallmessverfahren arbeiten in der Regel mit einer zweidimensionalen Darstellung von Zeit (x-Achse) und Amplitude (y-Achse). Optimizer4D misst zusätzlich den Frequenzbereich, beim Biegerichten zum Beispiel wird im vorgegebenen Bereich von 512 diskreten Frequenzen gemessen. Dieser Messbereich kann beliebig gefiltert und eingestellt werden, Hintergrund und Arbeitsgeräusche der Maschine lassen sich unterdrücken. Risse im Material zeichnen sich durch ein charakteristisches Signal aus und werden automatisch erkannt. Gleichzeitig ist es möglich, Muster zu erkennen.
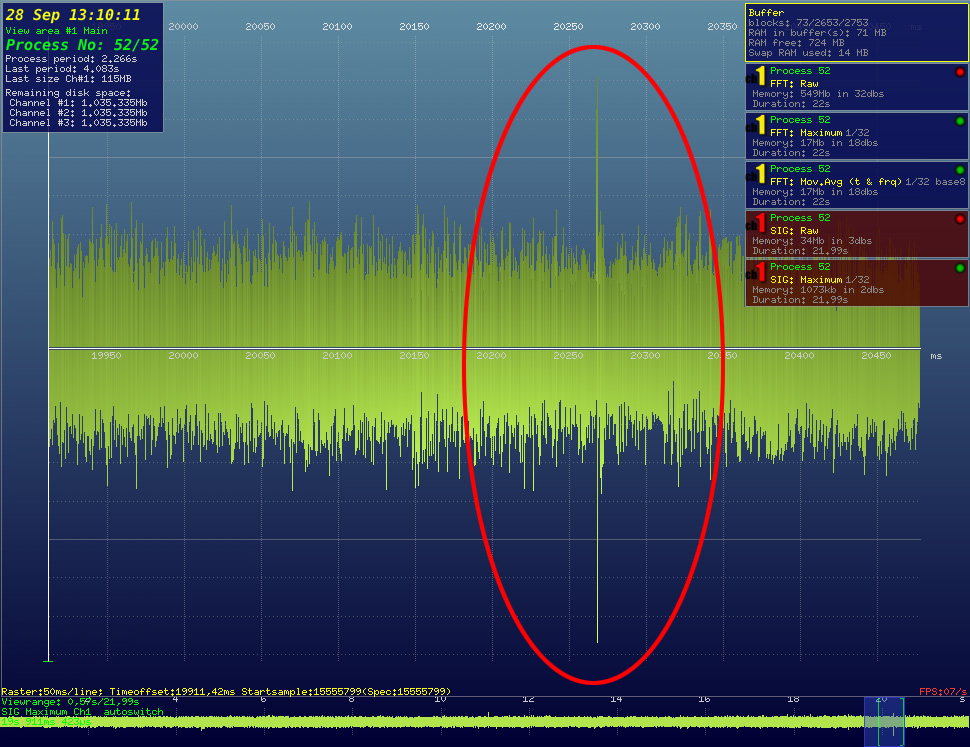
Diese herkömmliche, zweidimensionale Darstellung von Körperschall-Signalen lässt kaum automatische Auswertungen zu. Der Signal-Stör-Abstand ist äußerst gering. Das markierte Signal eines Risses verschwindet vollständig im Rauschen.
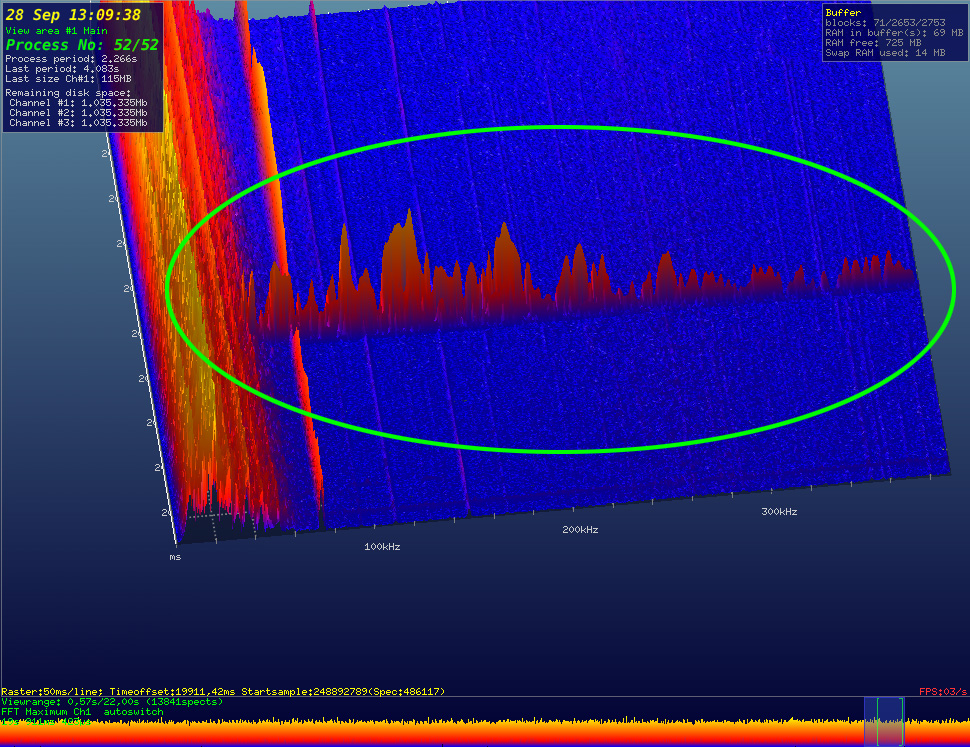
Diese Abbildung zeigt dasselbe Signal wie die 2D-Abbildung. Der Unterschied: Der Optimizer4D stellt die
Körperschall-Signale auf drei statt auf zwei Achsen dar. Auffällig ist
vor allem die erheblich gesteigerte Trennschärfe, das markierte Signal
tritt klar und deutlich hervor. Eine automatische Risserkennung ist
einfach und sicher möglich.
Einsatzmöglichkeiten
Nein. Das Messgerät erkennt Risse und Prozessparameter nur in Echtzeit,
also in dem Moment, in dem sie entstehen. Ein Werkzeug oder Werkstück
kann also nicht nachträglich, nach der Bearbeitung, vermessen werden.
Dies gelingt nur während des Herstellungsprozesses.
Das ist unter Umständen möglich. Um Risse zuverlässig erkennen zu können, muss ein Körperschall-Sensor in den Prozess und kraftschlüssig zum Bauteil integriert sein. Die Verbindung zwischen Sensor und Bauteil ist Voraussetzung für den Betrieb des Optimizers. Je näher der Sensor zum Bauteil angebracht ist, desto besser können die Messergebnisse werden. Wird ein Bauteil an einer anderen Stelle angelassen als in der Induktionshärteanlage, die bereits durch den Optimizer überwacht wird, muss auch an der Anlass-Vorrichtung ein Sensor angebracht werden, möglichst nah am Bauteil. Je stärker der Sensor an das Bauteil oder an eine Haltevorrichtung angepresst wird, desto besser werden die Körperschall-Signale übertragen. Ob das schiere Gewicht eines Bauteils auf z. B. einer Trägerplatte (beim Abkühlen nach dem Anlassen) ausreicht, um Signale zuverlässig an einen Sensor weiterzugeben, der an der Platte angebracht ist, ist von vielen Faktoren abhängig. Gleichzeitig gilt es, Störgeräusche auf ein Minimum zu unterdrücken – gerade während der Abkühlphase fallen viele Störsignale auf, die unter Umständen mit den Signalen eines Risses verwechselt werden können.
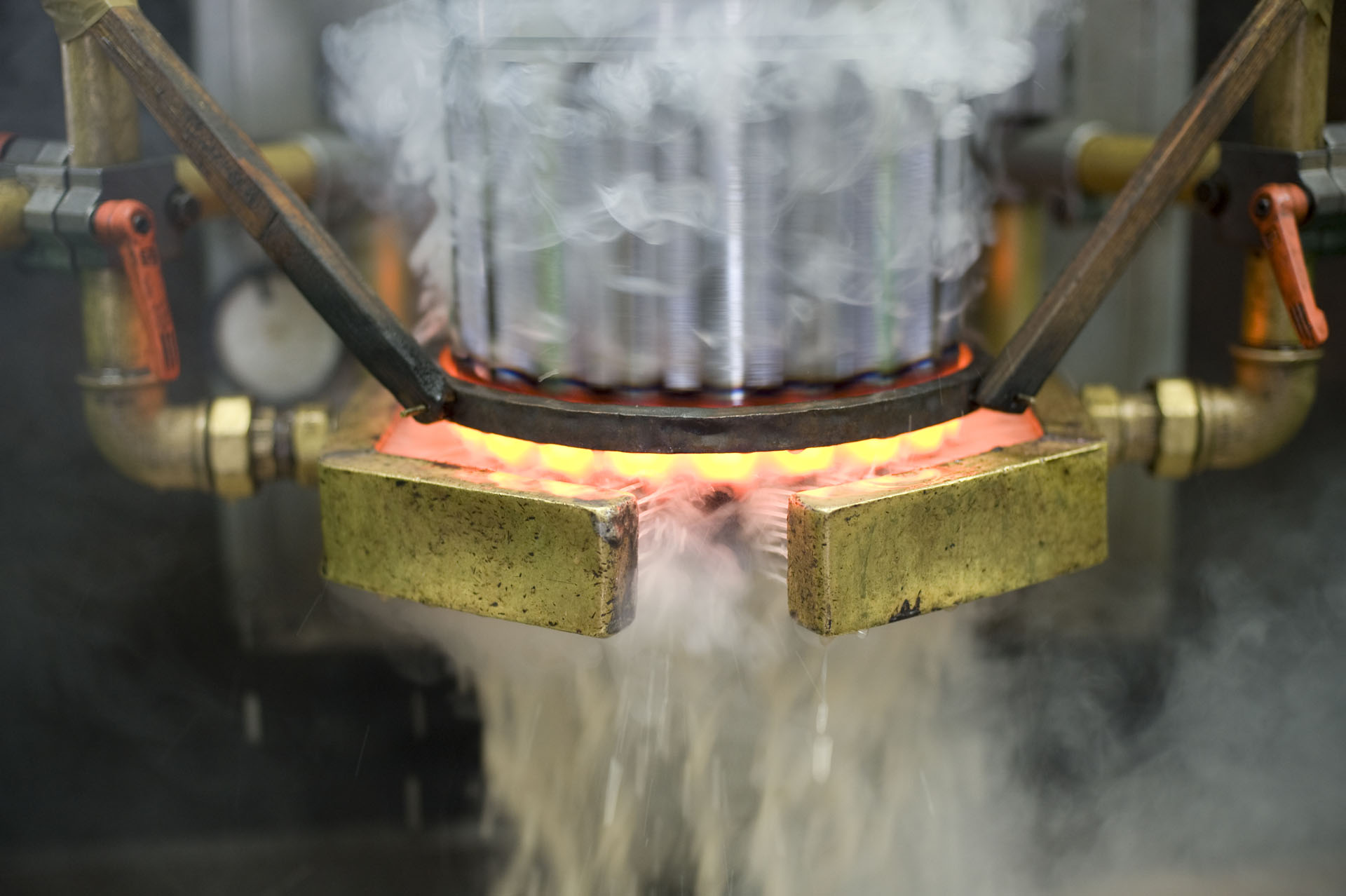
Induktionshärtung
Es kommt darauf an. Häufig sind die Impulsemissionen von Flüssigkeiten
zu gering, um aus den weiteren Betriebsgeräuschen einer Anlage
zweifelsfrei identifizierbar zu sein. Es gibt aber auch Anlagen, in
denen z. B. der Fluss des Kühlmittels deutlich zutage tritt, etwa als
Frequenzband. Ist dies der Fall, lässt sich eine automatische
Überwachung realisieren. Grundsätzlich gilt aber, dass sich die
Messergebnisse immer verändern, sobald auch nur ein einziger Parameter
des Prozesses geändert wird – reißt zum Beispiel ein Schmierfilm ab, ist
dies deutlich zu sehen. Ähnliches gilt für den Ausfall der Kühlung.
Hier ist die einwandfreie Beantwortung allerdings schwierig und vom
Einzelfall abhängig.
Der Optimizer4D kann weitermessen. Für eine erfolgreiche Riss- oder
Werkzeugzustandserkennung ist es vorteilhaft, die veränderten Parameter
vor dem Arbeitsvorgang zu teachen und während des Prozesses per
Maschinensteuerung dem Optimizer4D mitzuteilen, bei Bedarf auf andere
Parameter zu reagieren. Riss-Signale unterscheiden sich deutlich von den
restlichen Arbeitsgeräuschen eines Prozesses. Der Optimizer4D kann
zusätzlich verschiedene Parameter eines Prozesses überwachen, z. B. ein
bestimmtes Frequenzband oder den Zustand eines bestimmten Werkzeuges,
und im Anschluss von sich aus mit der Produktionsmaschine kommunizieren,
um zu regeln, z. B. per SPS.
Viele verschiedene Kombinationen von Werkstücken, Materialien und Fertigungsprozessen lassen sich mit Optimizer4D überwachen. Das automatische Erkennen von Rissen ist allerdings auf eine exakte Parametrisierung auf Prozess und Werkstück angewiesen. Wechselt das Werkstück, ist es möglich, dass sich auch das Riss-Signal verändert. Jedes Werkstück muss aber nur einmal im Optimizer parametriert werden, das Messgerät kann buchstäblich Hunderte Werkstücke speichern – diese Liste von Risserkennungs-Parametern für Werkstücke ist nur durch den Speicherplatz der Datenbanken begrenzt. Es ist möglich, das Messgerät während des Herstellungsprozesses automatisch auf einen vorher definierten Parameter-Satz einzustellen, etwa durch die Steuerungstechnik SPS. Damit lassen sich wechselnde Werkstücke oder Prozessparameter überwachen – vorausgesetzt, sie wurden vor Beginn der Fertigung eingerichtet.
Grundsätzlich kann ein Optimizer4D nur eine Messung gleichzeitig
ausführen. Das Messsystem kann Signale aus bis zu 4 Datenkanälen
empfangen. Diese Kanäle können unabhängig voneinander ausgewertet und
zur Steuerung und Regelung herangezogen werden. Allerdings werden beim
Start der Messung alle Datenkanäle gleichzeitig gestartet. Stellt das
Gerät beispielsweise ein Riss-Signal auf einem der Kanäle fest, kann
dieser Kanal separat von den weiteren Datenkanälen ausgewertet werden –
etwa für die Steuerung und Regelung der Produktionsmaschine.
Voraussetzung für den Einsatz eines Optimizers an mehreren Maschinen
ist, dass die Maschinen gleich getaktet laufen – was den Start- und
End-Zeitpunkt einer Messung angeht.
Ja, es gibt verschiedene Gehäuse für den Optimizer, darunter auch verschiedene mobile Varianten (z. B. in einem tragbaren Koffer) oder in einem Umgehäuse (etwa für den Betrieb als Einzelgerät an einer Handrichtpresse). Eine Variante besteht aus dem widerstandsfähigem Transportkoffer QASE, im Lieferumfang enthalten ist ein Touchscreen-Monitor. Standard ist die Montage in einen Schaltschrank mit Anschluss an die Maschinensteuerung (z. B. SPS).

Eine Unterbrechungsfreie Stromversorgung ist Standard-Bestandteil des Optimizer4D. Die USV arbeitet mit Superkondensatoren („Supercaps“) und liefert ausreichend Energie, um das System nach einem Stromausfall herunterzufahren und auszuschalten, ohne Daten zu verlieren.
Das Gerät arbeitet standardmäßig mit einer eingebauten
Unterbrechungsfreien Stromversorgung (USV), und so sind bei einzelnen
Stromausfällen keine Probleme zu erwarten. Kommt es zu vielen An- und
Abschaltvorgängen, sind Datenfehler und Datenverluste möglich.
Testmessung
Die reine Dauer einer Prozessanalyse an einer Produktionsmaschine
beträgt mindestens drei Stunden. Hinzu kommt Arbeitszeit für die
Vorbereitung – Details der zu überwachenden Maschine müssen ausgetauscht
werden. Es ist notwendig, vor Beginn einer Prozessanalyse klare
Zielvorstellungen zu formulieren. Außerdem ist es hilfreich, wenn die
während der Prozessanalyse behandelten Werkstücke für eine zweite
Prüfung, etwa mit einer anderen Prüfmethode, zur Verfügung stehen. QASS
nimmt die Prozessanalyse mit Rücksicht auf den Herstellungsprozess vor;
gleichwohl muss immer eine gewisse Zeit für die Anpassung des
Messgerätes an den Fertigungsprozess einkalkuliert werden. Je besser die
Bedingungen, desto aussagekräftiger das Messergebnis. Die Unterstützung
durch einen erfahrenen Maschinenbediener während der Prozessanalyse ist
Voraussetzung.
Für eine Prozessanalyse sind Vorbereitungen nötig. In der Vergangenheit hat es sich als sinnvoll erwiesen, wenn QASS-Mitarbeiter sich auf die Maschine bzw. den Herstellungsprozess vorbereiten, der qualifiziert werden soll. Deshalb bitten wir vorab um so viele Informationen über Maschine und Prozess wie möglich. Im Kern geht es dabei immer um die Ankopplung der Körperschall-Sensoren bzw. der Sensoren. Diese müssen so nah wie möglich an die Stelle herangebracht werden, die überwacht werden soll – z. B. ein Werkzeug oder ein Werkstück.
Zur Vermeidung von Pseudo-Ausschuss ist es ratsam, die behandelten Werkstücke zu markieren, zu sammeln und unter Umständen einer nachträglichen Prüfung zu unterziehen (z. B. Magnetpulver), um die Signale des Optimizerskorrekt interpretieren zu können. Ist diese Interpretation einmal erfolgt, wird die nachträgliche Prüfung oft überflüssig.
Je mehr, desto aussagekräftiger wird das Ergebnis. Hier lässt sich keine
ausdrückliche Zahl nennen, es kommt auch auf den Fertigungsprozess und
auf die Werkstücke an. Die Erfahrung hat gezeigt, dass es von Vorteil
ist, eine gewisse Menge an Bauteilen für die Prozessanalyse zu
reservieren.
Messkette/Messempfindlichkeit
Sensor (optional: Keramikadapter zur elektrischen Entkopplung) – verschiedene Befestigungen (Verschraubung, Magnete) – Vorverstärker – Haupteinheit Optimizer4D – Mess- und Auswertesoftware Analyzer 4D.
Die Abtastrate beträgt 50 MHz, im Frequenz-Zeit-Signalstärke-Diagramm werden 25.000 Spektrallinien pro Sekunde in Echtzeit berechnet und dargestellt. Der Optimizer4D ist ein Messcomputer, der auf einem leistungsfähigen Linux-PC-System aufbaut und mit einer speziellen und maßgeschneiderten Messhardware ausgestattet wurde. Die Messhardware ist konstruiert für die Verarbeitung hochfrequenter Ultraschallsignale bis zu 25 MHz. Typischerweise erzeugt der Bruch einer Bleistiftmine in der Nähe des Sensors (der sogenannte „Nielsen-Test“ nach DIN EN 1330-9) einen klar erkennbaren Ausschlag mit der typischen Form eines Riss-Signals.
- 50 MHz Abtastrate für bis zu 4 Messkanäle
- Speicherung der Messdaten (bis zu 80 MB/s und Kanal) auf Festplatten (insgesamt bis zu 8 Terabyte Speicherplatz, reicht für bis zu ca. 11 Stunden Messung)
- 24V I/O-Einheit zur direkten Kommunikation mit der Maschineneinheit (ermöglicht automatische Prozessregelung)
- Umfangreiche Software mit zahlreichen Analyse- und Statistiktools
Das hängt auch mit den Arbeitsgeräuschen des Prozesses zusammen, die bei sehr kleinen Rissen und sehr breitbandig lauten Prozessen unter Umständen die Risserkennung erschweren können. Typischerweise gelingt bei guter Sensorankopplung der Nielsen-Test, bei dem eine 0,5mm starke Bleistiftmine am Bauteil zerbrochen wird – das Riss-Signal erscheint als deutlich erkennbarer Ausschlag mit der typischen Form (abrupter Beginn, hochfrequent und breitbandig) auf dem Bildschirm des Messgerätes. Voraussetzung dafür ist die kraftschlüssige Ankopplung des Sensors so nah wie möglich am Bauteil, möglichst ohne dämpfende Strukturen wie Lager oder Antriebe auf dem Weg zwischen Bauteil und Sensor.
Ein Riss in einem Werkstück, der vom Optimizer4D detektiert wurde.
Oft, aber nicht immer. Es kann aber vorkommen, dass sich ein
entstandener Riss im Werkstück an der Oberfläche schließt, noch während
der Bearbeitung. Dieser Riss ist dann zwar noch vorhanden an der
Oberfläche, aber nicht mehr sichtbar, da er zu weit geschlossen ist – er
entgeht der Prüfung per Magnetpulver oder Wirbelstrom. Optimizer4D ist
in der Lage, auch diese Risse zu erkennen – in dem Moment, in dem sie
entstehen.
Das Mess-System gibt ein Signal aus unmittelbar nach der Risserkennung
und noch während der Umformung, spätestens 100 ms nach Ende des
Messfensters.
Parametrisierung/Bedienung
Die Software vom Optimizer4D erlaubt die Unterscheidung gemessener Riss-Signale in Mikrorisse, Risse und Brüche. Alle drei Zustände sind frei parametrierbar. Grundlegend äußert sich die automatische Risserkennung von Optimizer4D durch ein frei definierbares Frequenzband in Kombination mit einem frei definierbaren Zeitraum. Zusätzlich kann ein Störpegel beschrieben werden, der es erlaubt, dass nur Energiewerte oberhalb des Schwellenwertes in die Energiebetrachtung, also in die Risserkennung, einbezogen werden. Die automatische Risserkennung kann durch externe Triggersignale, etwa per SPS-Maschinensteuerung, gestartet oder beendet werden.
Die Bezeichnungen Riss, Mikroriss und Bruch fungieren als Container für verschiedene Riss-Parametrisierungen, also für verschiedene Definitionssätze von Frequenzband, Zeitraum und Störpegel. Die Maschine kann von sich aus weder Risse noch Brüche erkennen; sie muss auf den jeweiligen Fertigungsprozess angepasst und eingestellt werden.
Messdaten von Prozessen werden gespeichert. Dies erlaubt es, die Messdaten immer wieder abzuspielen, gleich einer Film-Aufnahme, nur dass diese aus Körperschall-Signalen besteht. Die Riss-Parametrisierung lässt sich auf diese Aufnahmen anwenden und so lange anpassen, bis sie zuverlässig im gewünschten Parameterbereich anschlägt.
Das Messgerät zählt die Riss-, Mikroriss- und Bruch-Ereignisse und gibt bei Bedarf Warnungen auf dem Bildschirm oder per I/O-Ports aus, sollte die Zahl der Ereignisse einen vorher eingestellten Schwellenwert überschreitet.
Per Schnittstelle Optimizer4D-SPS. Zur Kommunikation mit der SPS stehen
im Optimizer4D 16 bis 24 Eingangssignale zur Verfügung, konfigurierbar
durch Softwareparameter. 8 bis 16 Ausgangssignale stehen im Optimizer4D
zu Verfügung, auch diese sind konfigurierbar über die Software. Auch
eine Anbindung an Profibus ist optional verfügbar.
Ja. Es gibt die Möglichkeit, die Messung für eine voreingestellte Dauer ablaufen zu lassen. Die Messung kann außerdem auch auf ein Signal aus dem I/O-Port oder auf eine Deaktivierung per Hand beendet werden. Es gibt eine weitere Möglichkeit, um etwas Ähnliches zu erreichen. Die Risserkennung kann für jeden einzelnen Kanal abgeschaltet werden, sodass die Messung zwar weiterläuft, die Risserkennung aber nur noch auf den noch eingeschalteten Kanälen läuft. Die Risserkennung kann per I/O-Port oder per Zeitlimit aktiviert oder deaktiviert werden.
Ja, für jeden Eingang können verschiedene Verzögerungen parametriert werden.
Optimale Prüfbedingungen bestehen, wenn die Maschine in Ruhe ist. Wenn
die Bewegungsgeräusche gering sind, sollte der Selbsttest auch während
der Bewegung funktionieren.
Einmalig: unter 100 ms, im Fehlerfall kann der Selbsttest wiederholt
werden, um die Messung abzusichern. Dadurch verlängert sich die
Testdauer entsprechend. Bei zwei Wiederholungen liegt die Dauer unter
300 ms. Mehr als zwei Wiederholungen haben sich in der Praxis als unnötig
erwiesen.
Ja. Eine Langzeit-Messung ist auch über Tage möglich. Dies ist
allerdings bei der Bestellung eines Gerätes zu berücksichtigen, da dann
der hierfür erforderliche Speicherplatz installiert werden muss.
Datenhaltung
Grundsätzlich werden verlustfreie Rohdaten in Echtzeit hinterlegt. Dieser Datensatz wird „Buffer“ genannt. Dieser Buffer kann später auf verschiedene Arten bearbeitet werden, um Störsignale auszublenden oder schwache Signale anzuheben. Standard ist die Bearbeitung mit Hilfe einer Fast-Fourier-Transformation, um die Darstellung auf den Achsen Zeit (x), Frequenz (z) und Amplitude (y) zu ermöglichen.
Diese Transformation arbeitet immer zerstörungsfrei und beeinflusst
die Originaldaten nicht. Die Messdaten werden in einem eigens
entwickelten Format auf dem Massenspeicher im Gerät abgelegt. Es ist
aber möglich, einzelne
Buffer im Dateiformat CSV (Character Separated Values) zu exportieren
und anschließend mit einem externen Tool zu bearbeiten (z.B. mit
Microsoft Excel).

Selbstverständlich. Das ist besonders komfortabel mit unserem Archivsystem. Preise und Lieferzeiten auf Anfrage.
Ja, Benutzer lassen sich in unterschiedliche Gruppen einteilen, die
unterschiedliche Zugangsberechtigungen erhalten. Fast jede
Einstellungsmöglichkeit, Funktion oder Parameter des Gerätes lassen sich
so individuell konfigurieren. Auf der einen Seite steht dann zum
Beispiel ein Maschinenbediener, der nur Informationen angezeigt bekommt
und keinerlei Einfluss auf das Gerät hat. Auf der anderen Seite steht
ein hoch autorisierter Anwender mit Zugang zu allen Feinheiten. Dieses
Benutzergruppen-System ist passwortgeschützt.
Grundsätzlich ist es möglich, die Rohdaten zu löschen und nur
komprimierte Daten zu erhalten. Diese sind allerdings naturgemäß weniger
genau als Rohdaten. Im Durchschnitt spart das Ausweichen auf
komprimierte Daten Festplattenkapazität um den Faktor 32.
Support/Service/Kaufabwicklung
Grundsätzlich handelt es sich bei Sensoren und Kabeln um Verschleißteile. Die Lebensdauer hängt sehr stark vom Einsatzgebiet ab. Prozesse, bei denen Sensor und Kabel regelmäßigen Bewegungen ausgesetzt sind oder anderen Einflüssen wie z.B. Kühlwasser, müssen früher ausgetauscht werden als Sensoren, die weniger Einflüssen ausgesetzt sind.
Wir gehen davon aus, dass Sensoren und Kabel länger als zwei Jahre
einwandfrei arbeiten. Im Zweifelsfall empfehlen wir, Verschleißmaterial
vorrätig zu halten. Außerdem wird die jährliche Kalibrierung des
Messgerätes nahe gelegt, allein, um es auf eventuell veränderte
Prozessparameter einzustellen.
Sie stellt sicher, dass das Messgerät einwandfrei arbeitet und auch das
misst, was es messen soll. Wir empfehlen, die Kalibrierung jährlich
vorzunehmen. Kunden werden rund drei Monate vor der Fälligkeit erinnert.
In Sachen Installation, Schulung, Prozessbegleitung und Reparatur gewährleisten wir allen Kunden weltweit unsere Leistungen. QASS ist so aufgebaut, dass der Hauptsitz in Deutschland (Wetter/Ruhr) weltweit alle Serviceeinsätze sicherstellt, entweder durch Techniker aus Deutschland oder durch unsere Vertriebspartner.
Ja, für telefonischen technischen Support stehen an unserem Hauptsitz in Wetter (Ruhr) wochentags zu den üblichen Geschäftszeiten kostenlos Techniker zur Verfügung. Diesen Service bieten wir auf Deutsch und auf Englisch. Wir können auch Support in den Sprachen Spanisch, Portugiesisch und Französisch anbieten.
Dringende Serviceeinsätze erledigt QASS so schnell wie möglich. Für
allgemeine Einsätze wie etwa eine Kalibrierung beträgt die Vorlaufzeit
bis zu vier Wochen.
In der Regel liegen QASS durch die jährlichen Kalibrierungen alle
Parametrisierungen und Kundeneinstellungen der Messgeräte vor. Das
bedeutet, dass ein kostenpflichtiges Ersatzgerät mit den entsprechenden
Parametern verschickt werden kann. Die Lieferzeit beträgt ohne Zoll in
der Regel weniger als 24 Stunden. Nach Erhalt des Ersatzgerätes ist das
defekte Gerät an QASS zu schicken. Im Zweifelsfall macht es sich
bezahlt, ein Ersatzgerät vorzuhalten.
Im Allgemeinen ist eine Remote-Unterstützung per Meshcentral möglich; dazu muss der Netzwerkzugriff über eine Standard-Ethernet-Verbindung konfiguriert werden. Der Optimizer muss eine Verbindung in das Internet erhalten. Dazu müssen Gateway- und DNS-Daten in Optimizer4D eingegeben werden. Ist Optimizer4D an das Internet angeschlossen, kann auf dem Optimizer der Firefox Internet-Browser ausgeführt werden (der bereits installiert ist). Team Viewer kann im Anschluss installiert werden (www.teamviewer.com; „Download rpm“; Details zu der Prozedur können Sie bei uns erfragen).
Es gibt allerdings andere, leichtere Möglichkeiten, um Remote-Unterstützung zu erhalten. Unserer Ansicht nach ist es die beste Lösung, dem Gerät ein sogenanntes Port Forwarding auf dem SSH Port (22) einzuräumen. In Einzelfällen ist auch eine drahtlose Anbindung möglich; hier haben wir gute Erfahrungen gemacht mit dem DLink DWR 512 Router.
Ja, und zwar in der Zeit von 8.30 bis 16.30 Uhr, montags bis freitags. In der Regel ist die Supportperiode bis ein Jahr nach dem Kauf eines Optimizers kostenlos. Über Support nach Abschluss dieser Periode muss einzeln verhandelt werden.
Sechs bis acht Wochen.
Preise sind auf Anfrage erhältlich unter info@qass.net oder per
telefonischer Anfrage unter +49 (02335) 80200. Die Zahlungsmodalitäten
werden individuell mit jedem Interessenten vereinbart und auf jeden
Kunden maßgeschneidert.
Ja. Die Kosten dafür berechnen sich je nach Einsatzgebiet und Aufwand
für die QASS-Techniker und werden jeweils individuell vereinbart.
QASS bietet zu Optimizer4D ein detailliertes Handbuch an; zusätzliches Material mit tiefergehenden Informationen wird während der Schulung angeboten. Nach Vereinbarung finden Seminare rund um Risserkennung und Prozessoptimierung mit Optimizer4D statt.
Ja. Ein Wartungsvertrag bringt in der Regel Preisvorteile mit sich beim
Blick auf die Reisekosten etwa für eine Kalibrierung. Je mehr
QASS-Kunden in einer Region liegen, desto mehr können die Reisekosten
für einen QASS-Techniker aufgeteilt werden.
Die Kabel gelten als Verschleißteile, und das Wartungsintervall richtet
sich nach der Arbeitsumgebung, in der die Kabel eingesetzt werden.
Sensoren sind Ersatzteile und sie müssen jährlich kalibriert werden.
QASS empfiehlt außerdem, die Festplatten alle zwei Jahre auszutauschen.
Kabel, Sensoren und Festplatten lassen sich als Ersatzteile einlagern
und vom Benutzer selbst auswechseln. Auf Wunsch wird ein Austausch auch
von QASS vorgenommen.
Ersatzteile wie Sensoren und Kabel sind stets verfügbar und können im
Notfall am gleichen Tag, an dem die Bestellung eingeht, verschickt
werden. Ist der Fall weniger dringend, werden Ersatzteile bis zu drei
Tage nach Eingang der Bestellung verschickt.
Die Garantiezeit beträgt ein Jahr und beginnt mit dem Tag der
Auslieferung. Sollte vor Ablauf dieses Jahres das Gerät kalibriert
werden, verlängert sich die Garantiezeit um ein Jahr. Die Gesamtzeit von
zwei Jahren kann nicht verlängert werden.
In der Regel wird das Gerät am Einsatzort kalibriert. Dies hat einige
Vorteile, zum einen ist es genauer, als das Gerät beim Hersteller zu
kalibrieren. Zum anderen können QASS-Techniker so gleichzeitig prüfen,
ob das Gerät noch ordnungsgemäß in den Prozess am Einsatzort eingebunden
ist. Alternativ ist es möglich, das Gerät zu QASS zu schicken – dann
muss allerdings die vollständige Messkette eingeschickt werden
(Messgerät, Kabel, Vorverstärker, Sensoren).
600 Euro plus Reisekosten.
Wir haben Ihr Interesse geweckt? Nehmen Sie jetzt Kontakt auf!
Wir freuen uns auf Ihre Anliegen und Fragen und helfen Ihnen gerne weiter