Einleitung
Rattermarkenvermeidung und Produktivitätssteigerung beim Rohrzug
Seit über 25 Jahren steht QASS für hochqualitative und innovative Messtechnologie.
In der westlichen Hemisphäre wird nahezu jeder PKW mindestens einmal während seiner Fertigung von QASS Technologie überprüft.
Als Hersteller von Körperschallsensorik und Anwender von anspruchsvollen Analyse-Algorithmen versteht QASS wie kaum jemand sonst, wie man präzise Messmittel robust und auf die Serienfertigung ausgerichtet in industrielle Fertigungsprozesse implementiert.
Seit 2020 wird QASS-Technologie auch in der Fertigung von Rohren gewinnbringend eingesetzt.
In dieser Case Study zeigen wir, wie QASS-Messtechnik die Produktivität im Rohrzug durch eine adaptive Anpassung der Ziehgeschwindigkeit steigert, gleichzeitig Rattermarken zuverlässig vermeidet und den Maschinenbediener deutlich entlastet. Durch die Kombination aus hochfrequenter Körperschallanalyse, Echtzeitdatenverarbeitung und intelligenter Regelung entsteht ein vollständig überwachter und selbstoptimierender Produktionsprozess, der höchste Qualität mit maximaler Produktivität verbindet.
Die ersten Projekte liegen mittlerweile einige Jahre zurück und QASS kann heute mit Stolz auf eine Vielzahl höchst erfolgreicher Installationen und Implementierungen blicken. Unabhängig davon, ob die Technologie gemeinsam mit einer Neumaschine ausgeliefert oder im Rahmen eines Retrofits in bestehende Anlagen integriert wurde.
Unsere Kunden berichten von einer nahezu vollständigen Vermeidung von Rattermarken, einer deutlich erhöhten Produktivität ihrer Rohrziehmaschinen und einer spürbaren Entlastung der Bediener im täglichen Betrieb.
Problem
Rattermarken und suboptimale Ziehgeschwindigkeiten
verringern die Maschinenleistung und die Produktionsqualität.
Traditionell sind Rohrhersteller mit der Herausforderung konfrontiert, dass bei zu hoher Ziehgeschwindigkeit unerwünschte Vibrationen (Rattern/Rappler) auftreten, die später zu Materialschäden (Rattermarken) und Ausschuss führen.
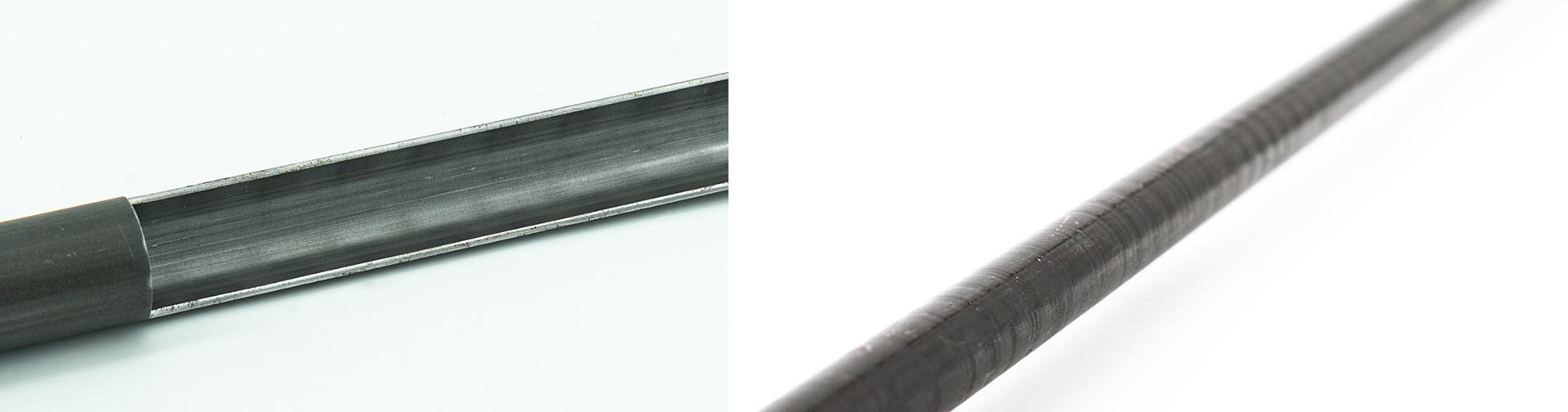
Abbildung 1: Sichtbare Rattermarken an der Innen- und Außenseite des Rohres.
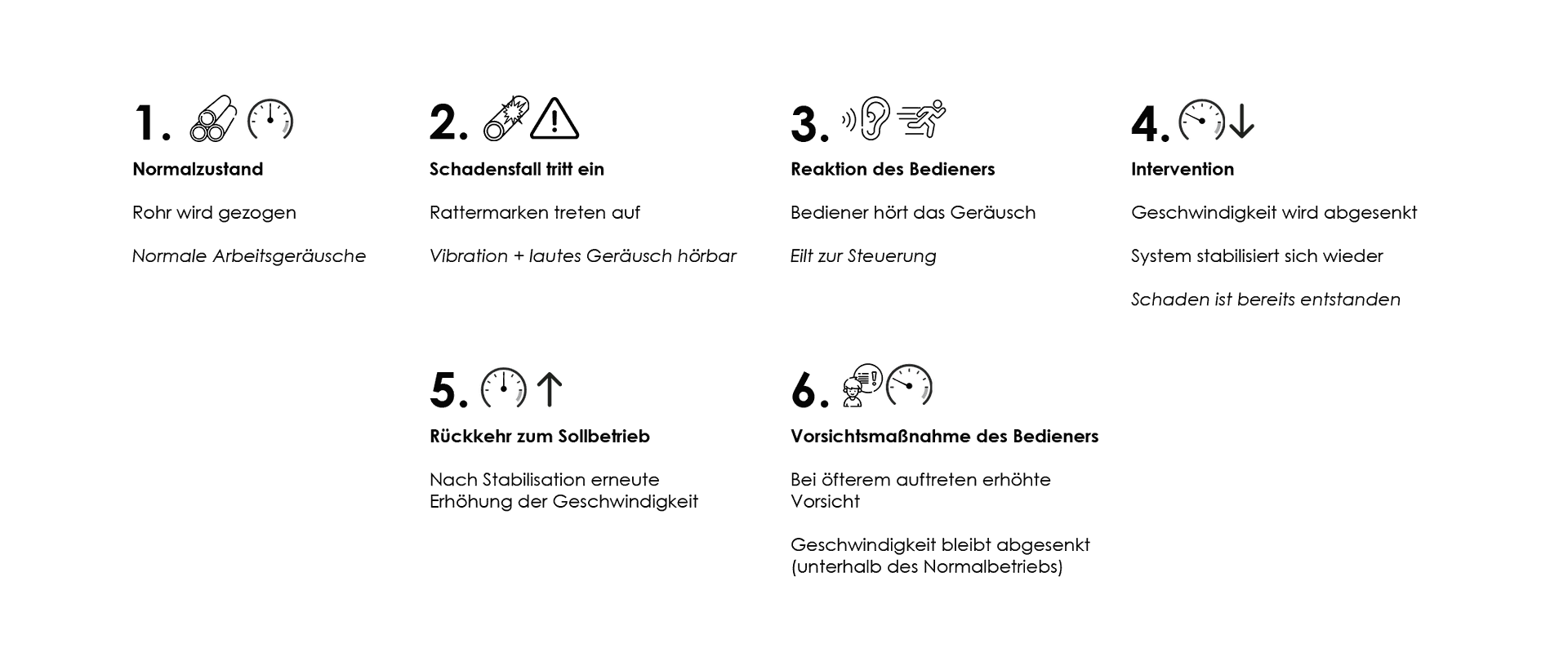
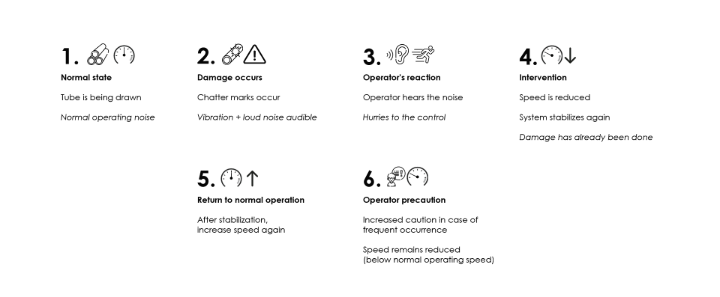
Normalerweise sieht ein solches Szenario wie folgt aus:
Üblicherweise wird die Rohrziehanlage mit einer für die jeweilige Rohrabmessung festgelegten Standardgeschwindigkeit betrieben. Diese ist so gewählt, dass eine hohe Produktqualität sichergestellt ist und möglichst kein Rattern auftritt. Entsprechend konservativ sind die Werte in der Regel ausgelegt. Während des Betriebs läuft die Maschine mit ihrer Standard-Ziehgeschwindigkeit und produziert wie gewohnt Rohre. Währenddessen ist der Maschinenbediener gezwungen möglichst in der Nähe der Maschine zu bleiben, um etwaiges Rattern / Rappeln akustisch wahrnehmen zu können.
Beginnt die Maschine zu Rattern, muss der Maschinenbediener schnellstmöglich zur Maschinensteuerung eilen und die Ziehgeschwindigkeit absenken. Zu diesem Zeitpunkt ist der Schaden bereits entstanden und Teile der neu produzierten Rohre sind mit Rattermarken versehen. Sobald sich das System wieder beruhigt hat, kann der Bediener die Geschwindigkeit wieder aufs vorherige Maß erhöhen.
Passiert dies während einer Schicht öfters, wird als Folge oftmals die Ziehgeschwindigkeit auf dem abgesenkten Niveau gelassen und nicht mehr erhöht. Ganz nach dem Prinzip: „Better safe than sorry“.
Ablaufdiagramm ohne QASS:
Technische Lösung durch QASS
Beim Rohrzug kann es - insbesondere bei zu hohen Ziehgeschwindigkeiten - zu Schwingungen kommen, die auch als Rattern bezeichnet werden. Das bekannte Schadensbild „Rattermarken“ entsteht. Traditionell muss der Maschinenbediener das Rattern manuell erkennen und die Ziehgeschwindigkeit schnellstmöglich senken, um die Reibung und damit die Entstehung weiterer Rattermarken zu reduzieren. Um hohe Ausschussraten zu vermeiden, fahren viele Hersteller mit Ziehgeschwindigkeiten unterhalb der Vollauslastung und nutzen das Maschinenpotential nicht vollständig aus.
QASS setzt hier an und ermöglicht erstmals eine frühzeitige, automatische Erkennung und Regelung dieser problematischen Vibrationen mit dem eigens entwickelten Körperschall-Messystem Optimizer4D. Dieser führt in Echtzeit über 25.000 Frequenzanalysen pro Sekunde durch, ist mit modernsten Filtern und Machine Learning Algorithmen ausgestattet und erfasst lückenlos alle Emissionen der wirkenden Umform- und Reibungskräfte während des Rohrzieh-Prozesses.

Abbildung 2: Messsystem Optimizer4D mit grafischer Oberfläche für Rohrzugprozesse.
QASS unterzieht seine Messdaten in Echtzeit einer Fast-Fourier-Transformation (Abbildung 3). So gewinnt QASS die Frequenzachse als weiteren Bewertungsfaktor hinzu, die es uns erlaubt, Daten nicht nur anhand ihrer Amplitude zu bewerten, sondern auch die Form und Verteilung der Frequenz zu betrachten. Dies ist wichtig, da gerade beim Rohrziehen laute Störgeräusche auftreten, die in einer konventionellen Signalauswertung entscheidende Signale verdecken.
QASS-Messtechnik verbessert die Rohrproduktion in zwei Stufen:
Stufe 1: Frühzeitiges erkennen von Rattern, bevor Schäden auf den Rohren entstehen
Dank der fortschrittlichen Signalverarbeitung und Echtzeit-Frequenzanalyse von QASS kann das Rattern zuverlässig erkannt werden, noch bevor es für den Maschinenbediener hörbar wird und Rattermarken auf den Rohren hinterlässt. Wie in Abbildung 3 gezeigt, können unsere hochsensiblen Sensoren bereits schwache Vorratter-Signale erfassen, bevor Materialschäden entstehen. Anschließend reduzieren wir vorbeugend die Ziehgeschwindigkeit der Maschine, um den Prozess zu stabilisieren und Materialschäden zu vermeiden. Nach einer kurzen Verlangsamung stellen wir die zuvor eingestellte Ziehgeschwindigkeit wieder her. Währenddessen kann der Maschinenbediener sich auf andere Aufgaben konzentrieren.
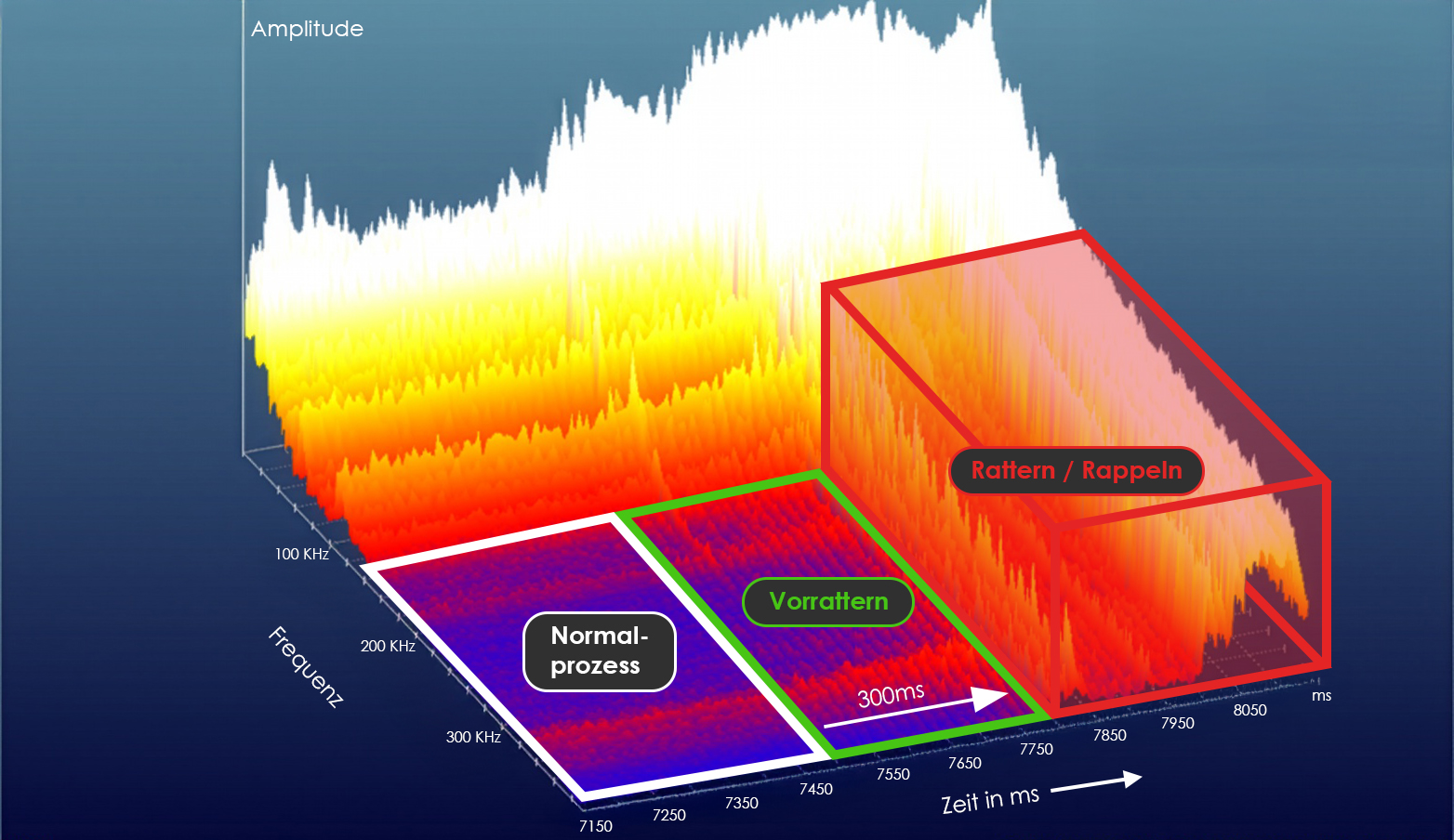
Abbildung 3: Visualisierung eines Rohrziehprozesses in der QASS-Spektrallandschaft (nach Echtzeit-FFT). Zu sehen sind Teile des „Normalprozesses“ (weißes Rechteck, kein Rattern), die vorlaufenden Ratter-Vorbotensignale von etwa 300 ms Dauer (grün) sowie das Rattern selbst (rotes Feld), also der hörbare Anteil des Ratterns.
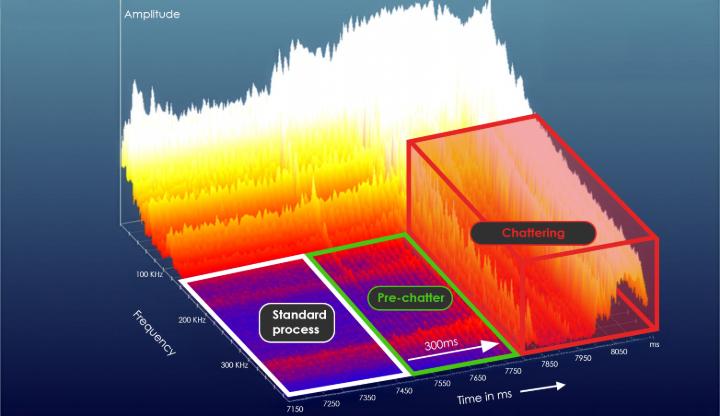
Abbildung 3: Visualisierung eines Rohrziehprozesses in der QASS-Spektrallandschaft (nach Echtzeit-FFT). Zu sehen sind Teile des „Normalprozesses“ (weißes Rechteck, kein Rattern), die vorlaufenden Ratter-Vorbotensignale von etwa 300 ms Dauer (grün) sowie das Rattern selbst (rotes Feld), also der hörbare Anteil des Ratterns.
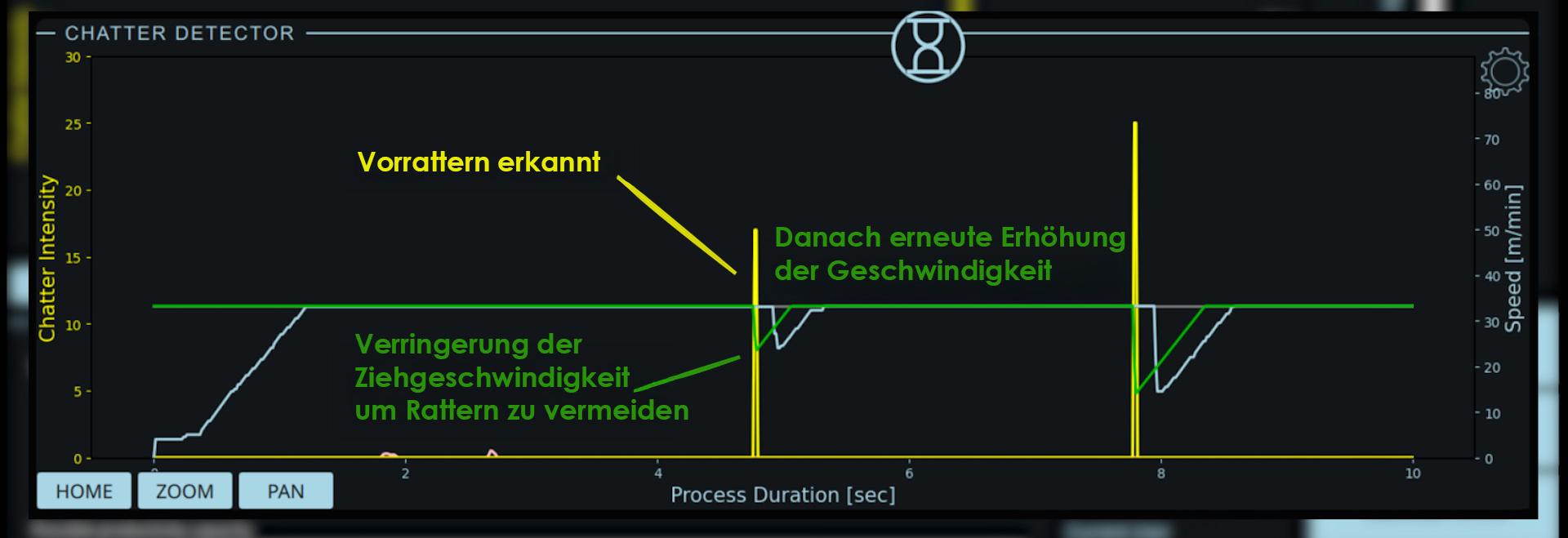
Abbildung 4: Abbild eines Rohrzugprozesses in der QASS Analyzer-Software. Zu sehen ist die Geschwindigkeitsanpassung unmittelbar nachdem das „Vorrattern“ detektiert wurde.
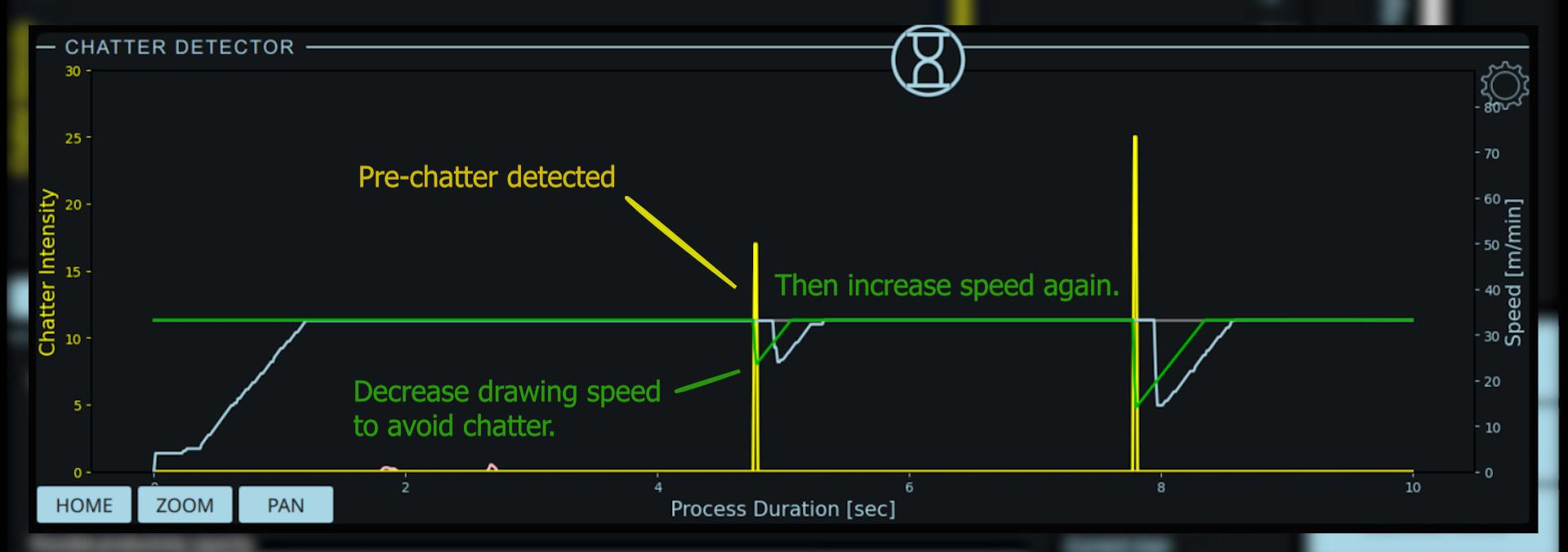
Abbildung 4: Abbild eines Rohrzugprozesses in der QASS Analyzer-Software. Zu sehen ist die Geschwindigkeitsanpassung unmittelbar nachdem das „Vorrattern“ detektiert wurde.
Stufe 2: Optimierung der Ziehgeschwindigkeit der Maschine
Mit diesem Erfolg im Blick kann QASS nun auch die generelle Ziehgeschwindigkeit der Maschine sukzessive steigern und dennoch ein Rattermarken-freies Rohrziehen ermöglichen. Wenn also eine gewisse Prozesszeit verstrichen ist, in der keine Rattersignale aufgetreten sind, beschleunigt der Optimizer4D die Ziehgeschwindigkeit in einem voreingestellten Rahmen über die Startgeschwindigkeit hinaus.
Die Steigerung der Ziehgeschwindigkeit ist abhängig von den Spezifikationen, Einstellungen und der Ziehbank selbst. Die Rate der Steigerung der Geschwindigkeit kann ebenfalls nach eigenen Bedürfnissen eingestellt werden. So kann flexibel auf Besonderheiten von einzelnen Maschinen Rücksicht genommen werden. Mit Kunden haben wir Produktivitätssteigerungen von mehr als 20 % bei gleichzeitiger Steigerung der Qualität erreicht.
Dies alles ermöglicht eine umfassende Optimierung bestehender Rohrziehprozesse und Maschinen, welche frühzeitig und automatisch gegensteuert, die Produktivität der Maschine erhöht und Schäden an den Rohren sowie teure Produktionsausfälle wirksam verhindert.
Ablaufdiagramm mit QASS
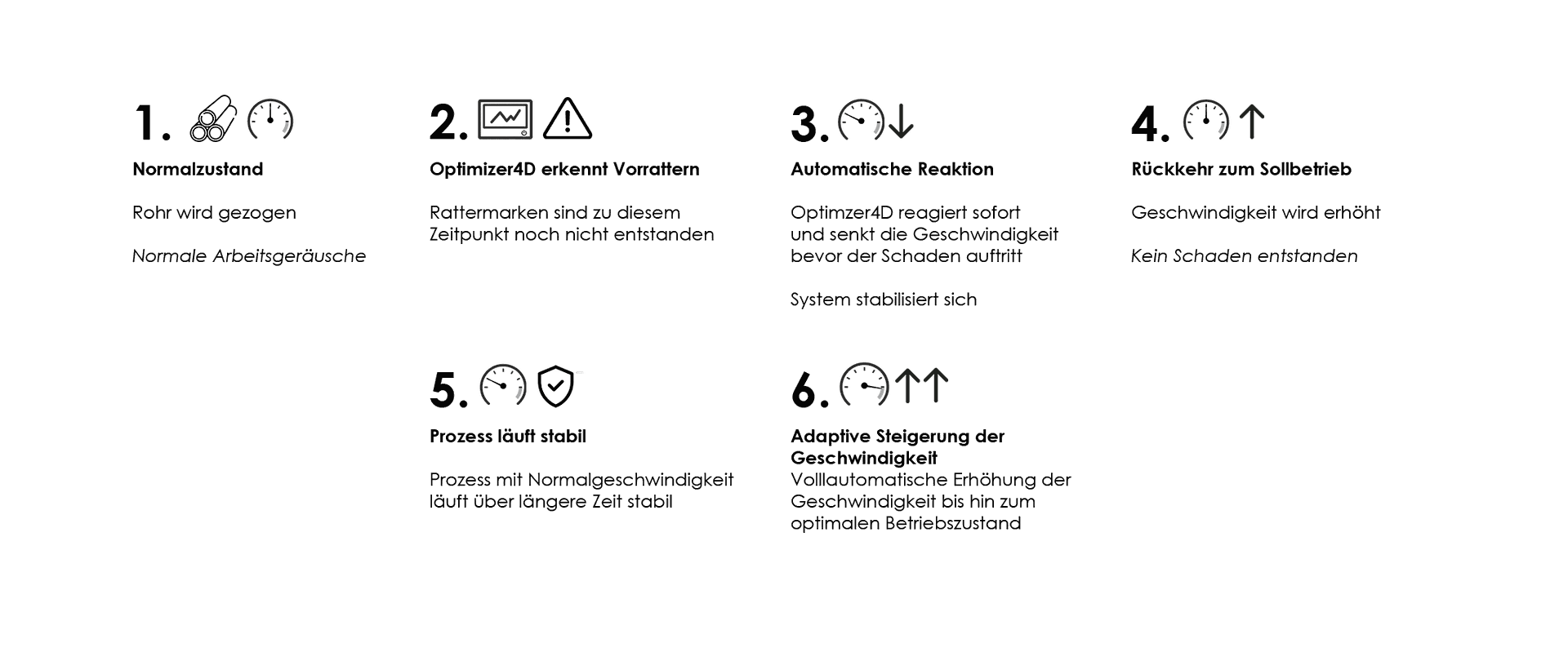
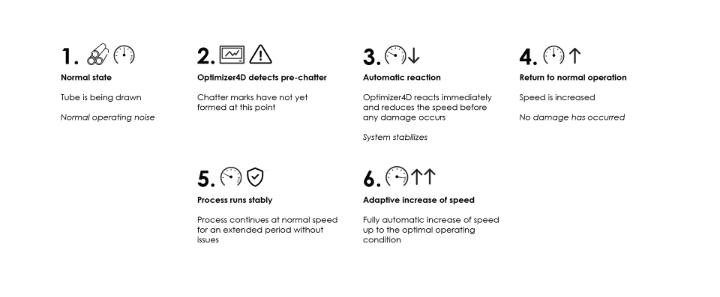
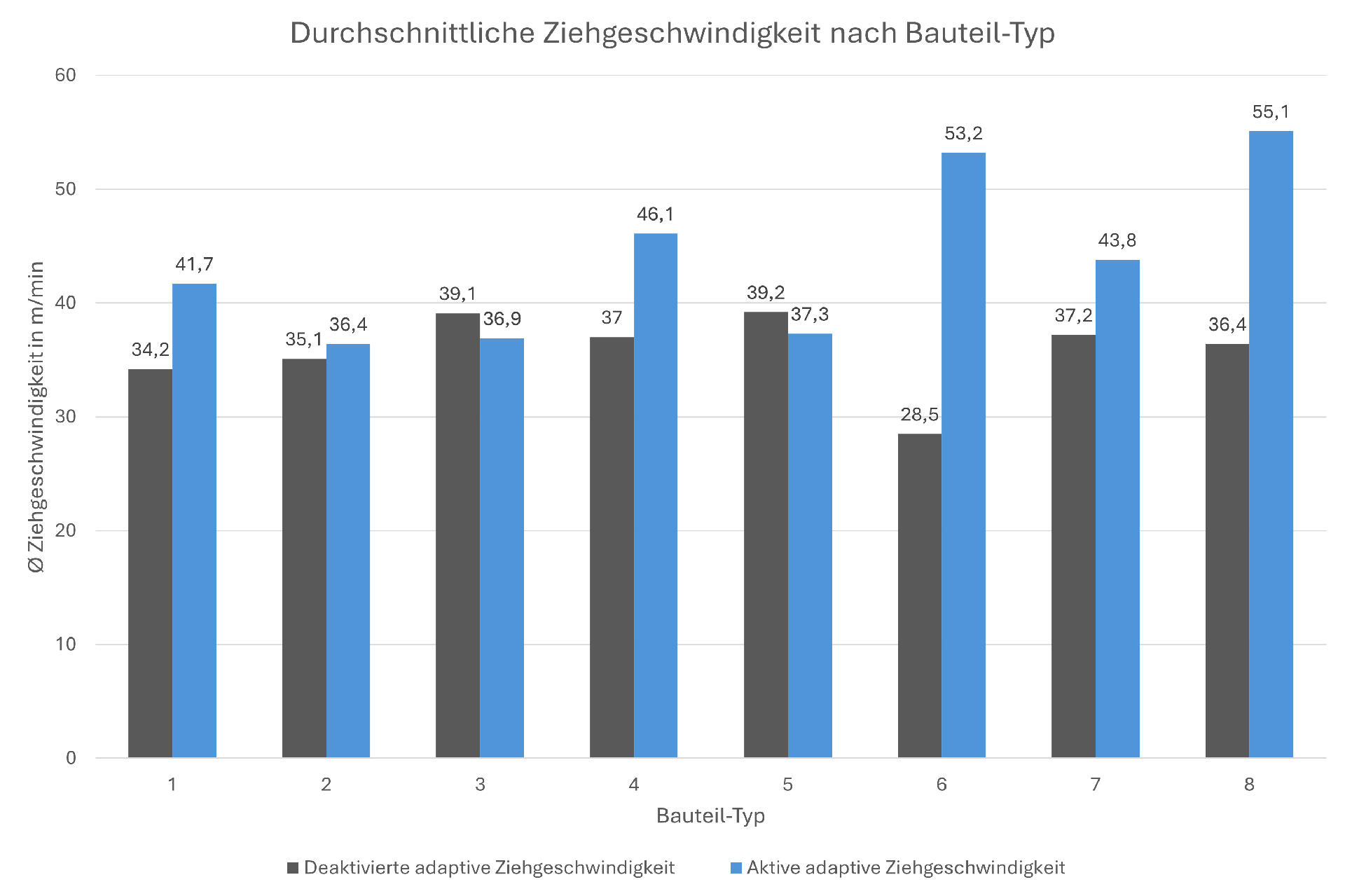
Abbildung 5: Darstellung der durchschnittlichen Ziehgeschwindigkeit pro Bauteil-Typ mit und ohne adaptiver Geschwindigkeitsregelung von QASS.
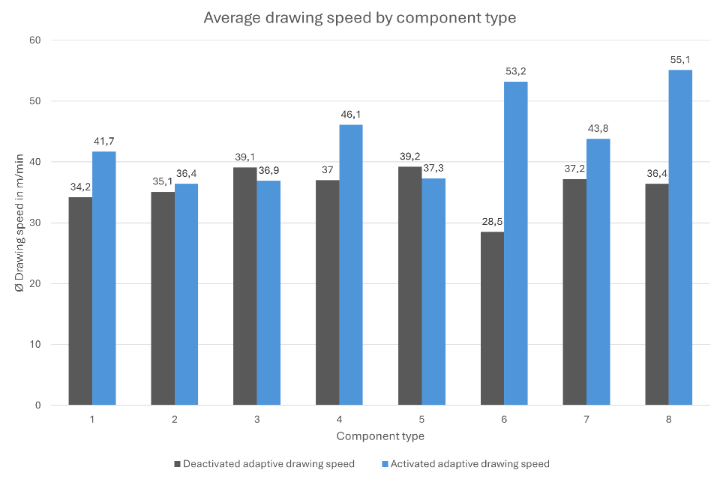
Abbildung 5: Darstellung der durchschnittlichen Ziehgeschwindigkeit pro Bauteil-Typ mit und ohne adaptiver Geschwindigkeitsregelung von QASS.
Mit QASS wird der Rohrzug ergänzend zu den bisher gesammelten Erfahrungen optimiert. Die automatisierte Messtechnik kann anhand von realen Produktionsdaten die optimale Nutzung der Maschine bestimmen. Außerdem passt sich das System durch adaptive Regelungen immer an das aktuelle Material und weitere Prozesseinflüsse (z.B. Schmierung) an.
Alte Geschwindigkeitsvorgaben für bestimmte Materialien und Abmessungen können evidenzbasiert neu bestimmt werden. Der Optimizer4D findet die ideale Ziehgeschwindigkeit der Anlage automatisch. Den zulässigen Rahmen der Geschwindigkeitssteigerung kann der Kunde frei wählen. Somit ist der Ziehprozess selbst nicht mehr das Bottle-Neck der Produktivität.
Aufbau und Integration
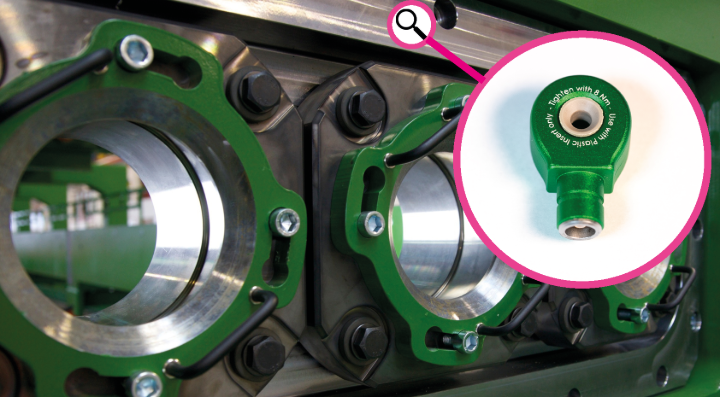
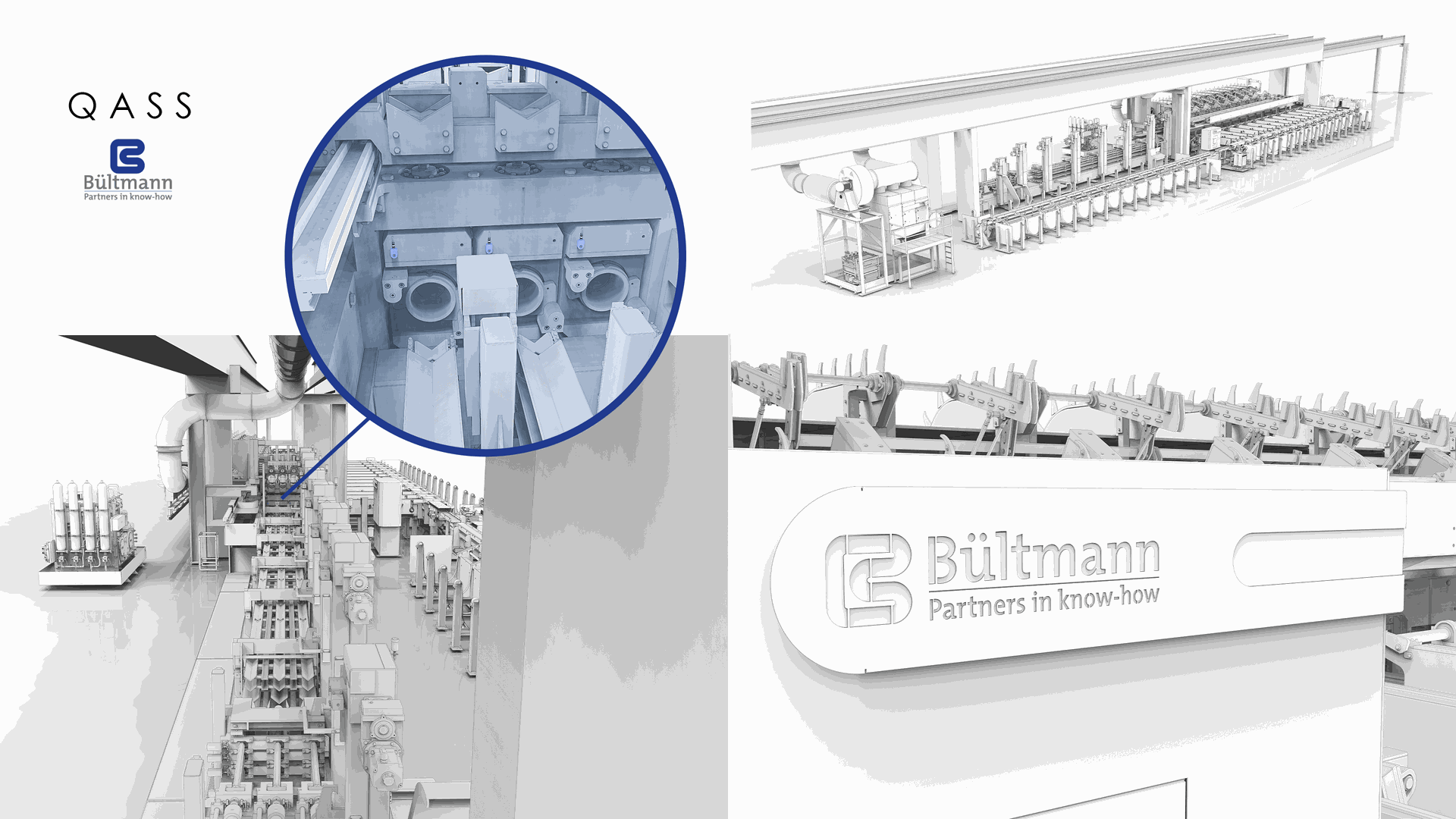
Die Messtechnik von QASS kann sowohl in neue Anlagen als auch in alten Maschinen integriert werden. Die Sensoren werden an der Außenseite der Ziehbrust / Matrize verschraubt und zeichnen alle relevanten Umform- und Reibungskräfte, die zwischen den inneren und äußeren Werkzeugen sowie dem Rohr wirken, lückenlos auf – unabhängig vom Alter oder dem Digitalisierungstand der Maschine (Abbildung 6). Jede Maschine kann mit QASS-Messtechnik nachgerüstet und optimiert werden.
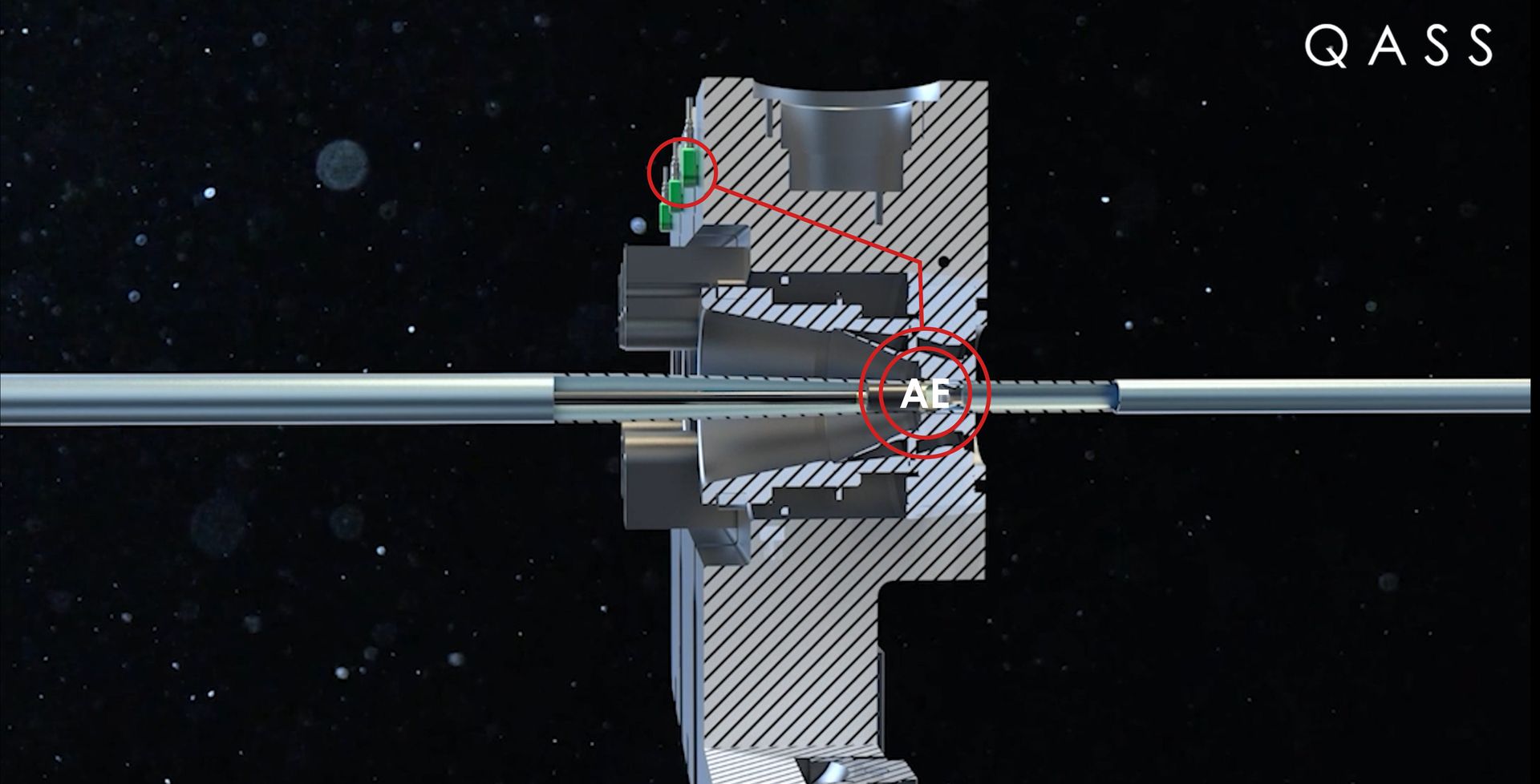
Abbildung 6: Schnittbild einer Ziehmatrize mit Stopfen einer Bültmann-Rohrziehanlage mit montierten QASS Sensoren.
Der QASS-Körperschallsensor benötigt nur rund 20 mm Platz und stört den laufenden Produktionsprozess nicht (Abbildung 7). Das Messsystem kann beliebig positioniert und verbaut werden.
Über analoge Schnittstellen oder gängige Feldbusprotokolle wird das Messsystem nahtlos an die Maschinensteuerung angebunden. Selbst ältere Maschinen ohne digitalisierte Maschinensteuerung können von uns mit speziell dafür entwickelter Zusatzhardware direkt angesteuert werden. Die benutzerfreundliche grafische Oberfläche erlaubt es sowohl technisch versierten Bedienern als auch Entscheidungsträgern, die Parameter individuell anzupassen und so den Prozess optimal zu überwachen.
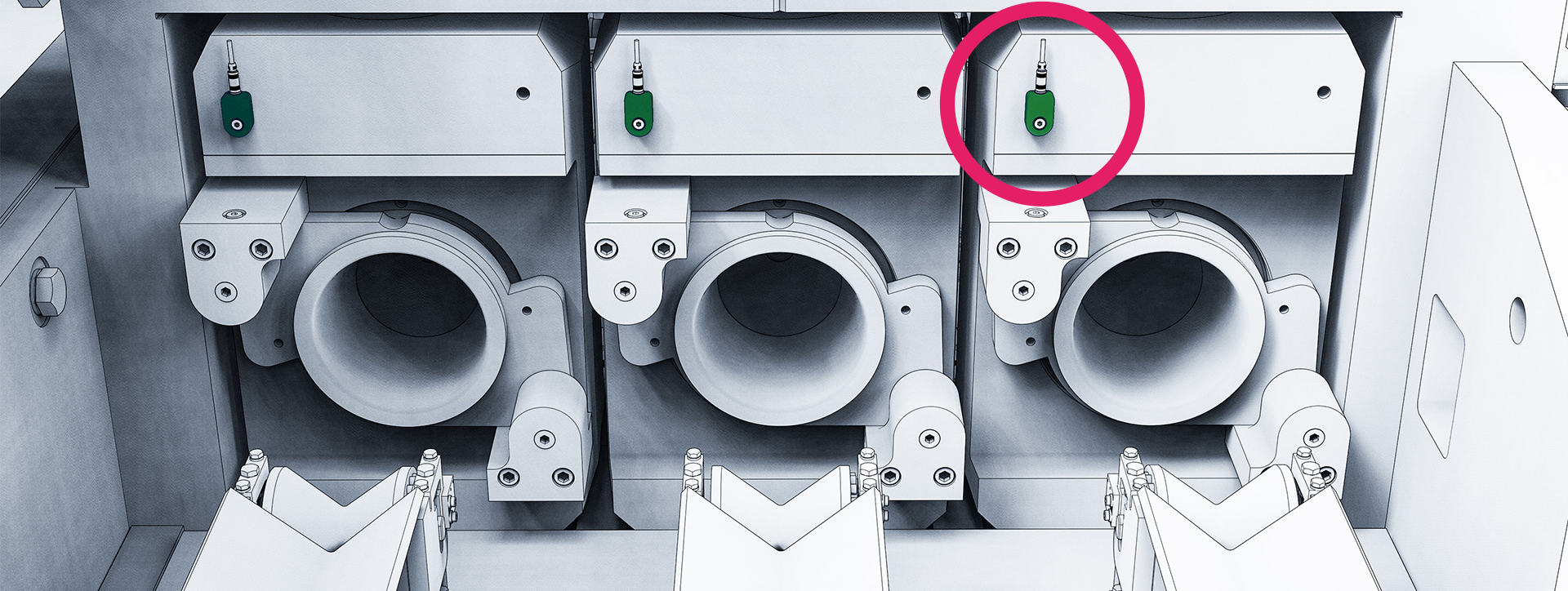
Abbildung 7: QASS-Sensoren montiert an der Ziehbrust / Matrize einer Bültmann Rohrziehmaschine.
Beispiele und Referenzen
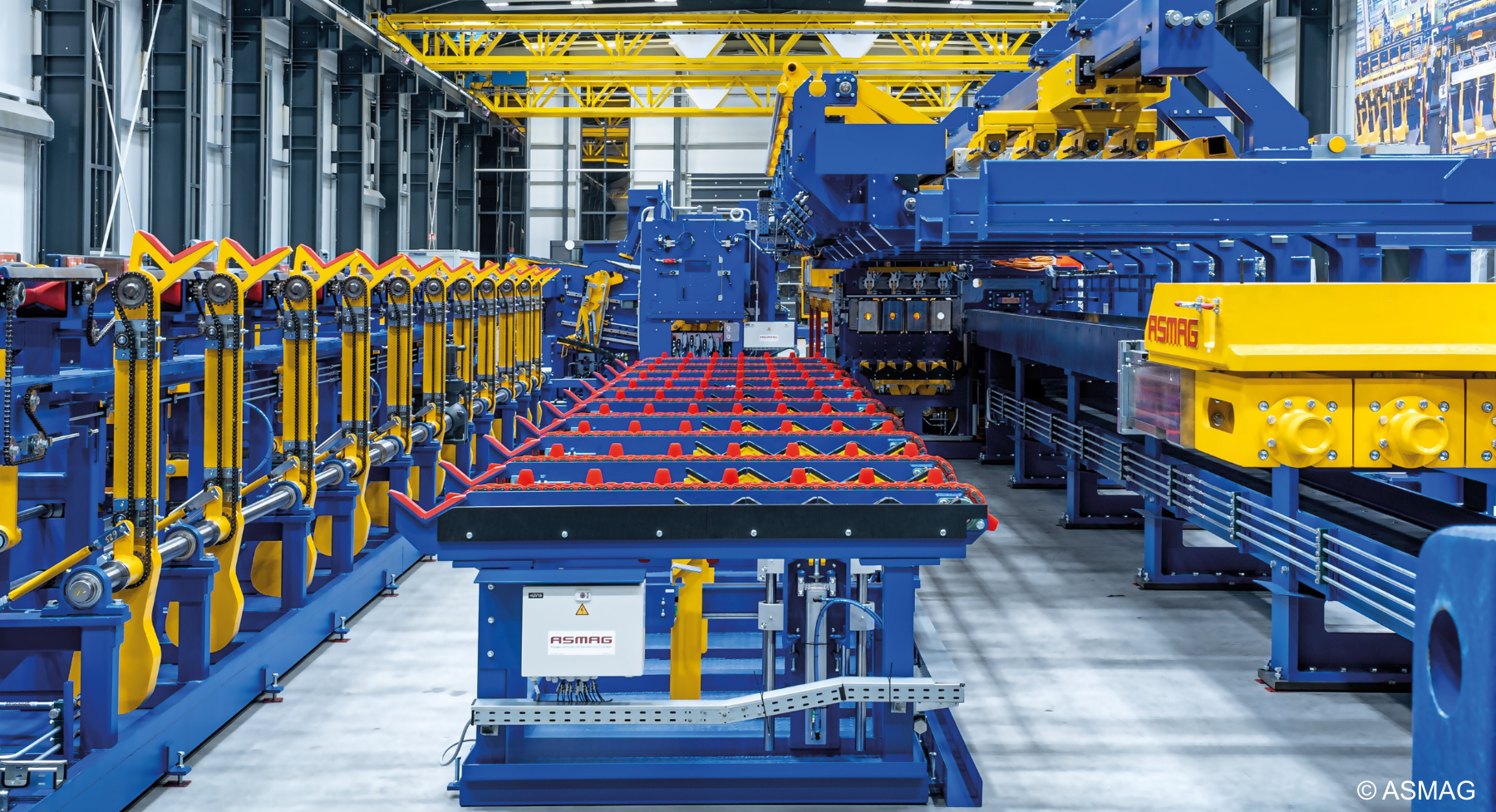
Seit den ersten Projekten 2020 hat eine Vielzahl namhafter Unternehmen von der QASS-Messtechnologie profitiert. Mit den Firmen voestalpine, BENTELER Steel/Tube, Borusan, Bültmann und ASMAG haben wir eine Vereinbarung getroffen, um über die erfolgreichen Projekte zu sprechen.
Die Rohrhersteller voestalpine, BENTELER Steel/Tube und Borusan haben nach erfolgreichen Pilotprojekten weitere Anlagen mit der QASS Technologie ausgestattet.
Kunden berichten von Produktivitätssteigerungen die in der Regel zwischen 10 und 20 % liegen, die durch die adaptive Steigerung der Ziehgeschwindigkeit erzielt werden. In einigen Projekten konnten sogar Steigerungen über 20 % gemessen werden. Gleichzeitig sorgt die automatische Erkennung des Vorratterns und die anschließende kurze Absenkung der Geschwindigkeit zur Vermeidung der Rattermarken dafür, dass Maschinenbediener ihre Aufmerksamkeit anderen Aufgaben widmen können, ohne Einbußen bei der Qualität der produzierten Rohre befürchten zu müssen.
Inzwischen zeigt sich ein klarer Trend: Viele Anwender optimieren nicht nur ihre Rohrziehanlagen, sondern möchten auch nachgelagerte Produktionsprozesse beschleunigen, um das neu gewonnene Potenzial voll auszuschöpfen.
Nicht nur Rohrhersteller sind von der Leistungsfähigkeit des QASS Optimizer4Ds überzeugt. Auch renommierte Maschinenbauer wie ASMAG und Bültmann setzen auf QASS als zuverlässigen Partner und Lieferanten modernster Messtechnologie zur Qualitätssicherung und Produktivitätssteigerung im Rohrzug.



Referenzprojekt mit BENTELER Steel/Tube
Adaptive Geschwindigkeitsregelung im Rohrzug
Ein umfangreiches Projekt zur Rattermarkenvermeidung und Prozessoptimierung wurde bei BENTELER in Paderborn umgesetzt. QASS arbeitet dort seit mehreren Jahren eng mit dem BENTELER-Team zusammen, um die Leistungsfähigkeit einer 60-Tonnen-ASMAG-Rohrziehbank weiter zu verbessern. Ziel war es, die Entstehung von Rattermarken zu verhindern und gleichzeitig die Produktionsgeschwindigkeit zu optimieren.
Im Mittelpunkt der Zusammenarbeit standen die Integration der Maschinenkommunikation, die Parametrierung der Sensordatenanalyse sowie die Fehlerdiagnose und Systemstabilität. Ein besonderer Fokus lag auf der präzisen Abstimmung von Timing und Datenaustausch zwischen dem QASS-Messsystem und der Maschinensteuerung, insbesondere der Übergabe von Ist- und Zielgeschwindigkeit sowie der automatisierten Berechnung der optimalen Vorschlagsgeschwindigkeit.
Während des Projekts wurde von QASS ein Parametrierungssystem entwickelt, das zwischen empfindlichen und unempfindlichen Rohrtypen sowie zwischen Vorzug- und Fertigzugvorgängen unterscheidet. Dieses Konzept hat sich in der Praxis bewährt und wird als Standardansatz von QASS genutzt. Darüber hinaus wurde die Regelung der Brems- und Beschleunigungsvorgänge iterativ an die spezifischen Anforderungen von BENTELER angepasst.
Der entscheidende Erfolg war schließlich die Einführung der adaptiven Geschwindigkeitsregelung: Läuft die Anlage über mehrere Züge stabil und ohne Ratterereignisse, wird die Ziehgeschwindigkeit automatisch erhöht. Dadurch konnte eine messbare Produktivitätssteigerung erzielt, gleichzeitig das Entstehen von Rattermarken vermieden und die Qualität der Rohre gesichert werden.
Aufgrund des nachweisbaren Erfolgs wurden im Jahr 2025 mehrere Rohrziehanlagen bei BENTELER mit der QASS-Technologie ausgerüstet.

Referenzprojekt mit Borusan
Erfolgreiche Implementierung unter anspruchsvollen Bedingungen
Die Firma „Borusan“ zählte zu den frühen Interessenten der QASS-Messtechnik. Nach mehreren konstruktiven Gesprächen auf der Messe Wire & Tube wurde zeitnah die Entscheidung getroffen, eine erste Anlage bei Borusan in der Türkei mit unserer Messtechnik auszustatten.
Ziel war die Integration unseres Messsystems in eine bestehende ASMAG-Rohrzuganlage, um auch hier Rattermarken zuverlässig zu vermeiden und die Produktivität zu erhöhen.
Nach Installation des Systems und der prozessspezifischen Parametrierung wurde das volle Leistungsspektrum des Optimizer4D inklusive automatischer Geschwindigkeitsoptimierung aktiviert.
Die Ergebnisse, eine drastische Reduzierung von Ausschuss, kombiniert mit einer Erhöhung der Produktivität um einen zweistelligen Prozentsatz.
Durch die zuverlässige Vermeidung der Rattermarken wurde nicht nur die Produktqualität verbessert, sondern auch der Prozess insgesamt effizienter gestaltet.
Dies unterstützte umittelbar die unternehmensweiten Bestrebungen zur Reduktion von CO2-Emissionen.
Auf Basis dieser Resultate war der ROI so positiv, dass Borusan bereits weniger als ein Jahr nach der Installation zwei weitere Systeme mit QASS installierte.
Aktuell sind drei Optimizer4D-Systeme bei Borusan im Einsatz und leisten täglich einen messbaren Beitrag zu Qualität, Prozessstabilität und Wirtschaftlichkeit.
Referenzprojekt mit voestalpine
Frühes Vertrauen und erfolgreiche Entwicklung der Messtechnik
voestalpine in Krieglach ist einer unserer ältesten Partner im Rohrzug. Gemeinsam mit voestalpine und dem Team in Österreich haben wir unsere Messtechnik stetig weiterentwickelt und auf den heutigen Stand gebracht.
Die erste Ausstattung einer Rohrziehmaschine war im März 2022.
Die Mitarbeiter vor Ort konnten folgende Vorteile erreichen:
1. Zusätzliche Steigerung der Qualität der Rohroberflächen
2. Ressourcenschonender Materialeinsatz und dadurch Kosteneinsparungen
3. Automatisierung des Produktionsprozesses
4. Steigerung der Produktionsgeschwindigkeit
Es wurde eine gleichzeitige Steigerung der Produktionsgeschwindigkeit und eine Erhöhung der Qualität erreicht und das für einen vergleichbaren Preis eines mittleren VW Passats.
Nach dem erfolgreichen ersten Projekt hat voestalpine nun insgesamt 4 Rohrziehanlagen erfolgreich ausgestattet. Im Rahmen der Zusammenarbeit wurde unsere Messtechnik sowohl in Bültmann- als auch in ASMAG-Rohrziehmaschinen integriert.
Wir danken voestalpine für das frühe Vertrauen in unsere Technik und den gemeinsamen Weg, den wir erfolgreich gegangen sind!

Referenzprojekte mit Bültmann
Integration in neue und bestehende Rohrziehanlagen
Ein weiteres erfolgreiches Projekt entstand in Zusammenarbeit mit der Firma Bültmann, einem Maschinenhersteller in der Rohrzugindustrie.
Gemeinsam wurde die QASS-Messtechnik direkt in den Aufbau einer neuen Maschine integriert.
Ein Fokus lag darauf, eine enge Anbindung zwischen dem Messsystem, der Sensorik und der Maschinensteuerung zu realisieren, sodass die Rattermarkenerkennung und die adaptive Geschwindigkeitsregelung von Beginn an optimal mit der neuen Maschine zusammenarbeiten.
Die Implementierung verlief reibungslos und bestätigt, dass die Integration der QASS-Technologie bei der Auslieferung von Neumaschinen einen spürbaren Mehrwert für den Endanwender schafft.
Parallel dazu wurde gemeinsam eine bereits im Einsatz befindliche Bültmann-Ziehanlage mit der QASS-Messtechnik nachgerüstet und innerhalb kürzester Zeit konnte eine Produktionssteigerung von 60% erreicht werden. Das Ergebnis spricht für sich!
Upgrade von ASMAG-Maschinen
QASS Messtechnik im Retrofit-Bereich
In den vergangenen Jahren hat QASS zahlreiche ASMAG-Anlagen im Rahmen von Retrofits mit Optimizer4D-Messtechnik nachgerüstet.
Ziel war es, auch bestehende Maschinen mit modernster Messtechnik auszustatten und dadurch deren bereits gute Leistungsfähigkeit und Qualität noch weiter zu erhöhen. Auf diese Weise wurden etliche Rohrziehmaschinen erfolgreich optimiert.
Es hat sich gezeigt, dass sich die Messtechnik von QASS einfach in bestehende Maschinen integrieren lässt. Im Austausch mit der SPS erreichen ASMAG und QASS eine weitere Automatisierung der Anlage.
Die Retrofit-Lösungen von QASS tragen so dazu bei, die Rohrqualität bestehender Anlagen langfristig zu sichern, den Werker zu entlasten und gleichzeitig die Produktivität der Maschinen zu steigern.
Weitere Anwendungen
Natürlich ist der Optimizer4D nicht nur in der Lage, die Rohrproduktion auf ein neues Level zu heben. Dank des offenen Analyseansatzes und der flexibel einsetzbaren Körperschallsensorik, können auch eine Vielzahl anderer Prozesse überwacht und eine große Anzahl anderer Produktionsprobleme eingedämmt werden.
Zu diesen Anwendungen gehören:
- Echtzeit-Risserkennung beim Richten von Getriebewellen (Weltmarktführer)
- Zerstörungsfreie und berührungslose Härteprüfung und Schleifbranddetektion
- Überwachung von Montageprozessen, inkl. Einrastkontrolle von Sicherheitselementen (Sprengring, Rastnase, etc.)
- Detektion von Weichfleckigkeit während des Richtvorgangs
- Tool Monitoring bei Kunststoffspritzgußprozessen
- Process-Monitoring beim Zerspanen und Sägen
- Risserkennung beim Winden von Federn
- Dichteprüfung von gesinterten Bauteilen